Wasseraufbereitung für die Milchverarbeitung
Die Milchindustrie steht als einer der Grundpfeiler des globalen Lebensmittel- und Getränkesektors da und verwandelt Rohmilch in ein umfangreiches Sortiment an Produkten – wie Käse, Joghurt, Butter und pasteurisierte Milch –, die täglich von Millionen konsumiert werden. Die Erreichung und Aufrechterhaltung von qualitativ hochwertiger Ware hängt stark von der Reinheit und Konsistenz des während des Produktionsprozesses verwendeten Wassers ab. Von der Reinigung und Sterilisation der Geräte bis hin zur Pasteurisierung von Milch und dem Management von Reinigungsprozessen vor Ort (CIP) spielt Wasser in jeder Phase eine integrale Rolle. Tatsächlich können selbst geringfügige Verunreinigungen oder mikrobielle Kontamination im Prozesswasser die Produktsicherheit gefährden, Geschmacksprofile verändern und zu Rückrufen führen, wodurch das Ansehen der Marke und das Vertrauen der Verbraucher untergraben werden.
Da die Verbrauchernachfrage nach Milchprodukten weltweit weiterhin steigt, haben Regulierungsbehörden wie die U.S. Food and Drug Administration (FDA), die European Food Safety Authority (EFSA) und verschiedene internationale Organisationen strenge Qualitätsstandards festgelegt. Diese Richtlinien betonen die Notwendigkeit zuverlässiger Wasseraufbereitungssysteme, die physikalische, chemische und biologische Verunreinigungen konsequent entfernen können. Darüber hinaus ist Nachhaltigkeit zu einem zunehmend zentralen Anliegen in der Milchverarbeitung geworden. Effiziente Wasseraufbereitungsstrategien helfen nicht nur, Ressourcen durch die Wiederverwendung von Wasser zu schonen und Abfälle zu minimieren, sondern reduzieren auch den Energieverbrauch und die Betriebskosten auf lange Sicht. Durch die Integration fortschrittlicher Wasseraufbereitungstechnologien können Milchproduzenten ihre Produktlinien schützen, die Einhaltung sich entwickelnder Vorschriften sicherstellen und sowohl die Umwelt als auch die öffentliche Gesundheit schützen. Im Wesentlichen ist die Wasseraufbereitung mehr als nur ein unterstützender Prozess – sie ist eine kritische Grundlage, auf der der Erfolg der modernen Milchindustrie beruht.
Verwandte Produkte für Milchverarbeitungsanwendungen

Wasserenthärter
Reduziert die Härte (Kalzium und Magnesium), um die Bildung von Ablagerungen auf Wärmetauschern, Pasteurisatoren und anderen Geräten zu verhindern.

Aktivkohlefiltration
Eliminiert Chlor, organische Verbindungen und geruchsbildende Substanzen und sorgt dafür, dass das Wasser frei von Geschmacks- und Geruchsproblemen ist.

Umkehrosmose (RO)
Verwendet semipermeable Membranen, um gelöste Verunreinigungen zu entfernen, und sorgt für hochreines Wasser für die Speisewasserbereitung.
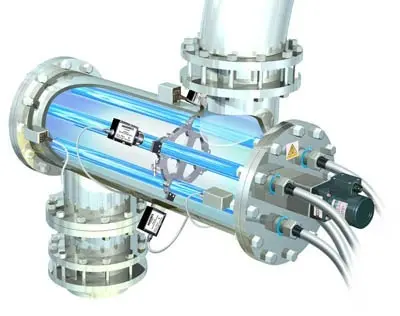
UV-Desinfektion
Inaktiviert Mikroorganismen, indem sie ihre DNA schädigt, und bietet eine chemiefreie Lösung zur mikrobiologischen Kontrolle.
Anwendungen der Milchwasserbehandlung
Die Wasserbehandlung spielt eine facettenreiche Rolle in der Milchindustrie und unterstützt eine Vielzahl von wesentlichen Operationen. Eine wichtige Anwendung besteht in der Reinigung und Desinfektion von Geräten, wobei hochwertiges Wasser entscheidend ist, um verbleibende Milchfeststoffe zu entfernen und das Wachstum von Bakterien zu verhindern. CIP-Systeme beispielsweise sind auf Wasser angewiesen, das frei von Härte und organischen Verunreinigungen ist, wodurch sichergestellt wird, dass Rohre, Tanks und Ventile frei von Ablagerungen, Korrosion und mikrobiellen Filmen bleiben. Eine weitere wichtige Anwendung liegt in Wärmeübertragungsprozessen, wie der Pasteurisierung, wo Ablagerungen durch Mineralien die Energieeffizienz erheblich reduzieren und die Temperaturkontrolle beeinträchtigen können.
Neben diesen primären Anwendungen integrieren viele Molkereien Wasser direkt in ihre Produkte, insbesondere im Fall von rekonstruierten Milchpulvern oder bestimmten Milchgetränken. Hier ist das Fehlen von Fremdgerüchen und Verunreinigungen von größter Bedeutung, um den Geschmack und die Konsistenz des Produkts zu erhalten. Kühlsysteme sind ebenfalls auf ordnungsgemäß behandeltes Wasser angewiesen, um Korrosion zu vermeiden und die Lebensdauer von Kühltürmen und Kondensatoren zu verlängern. Letztendlich können Molkereibetriebe durch die Nutzung robuster Wasseraufbereitungssysteme an mehreren Betriebsstellen die Produktionsausbeute optimieren, die Lebensmittelsicherheit erhöhen und die langfristigen Betriebskosten senken.
Vorteile der Wasserbehandlung in der Molkerei
Die Implementierung fortschrittlicher Wasserbehandlungslösungen in Molkereien bringt mehrere Vorteile mit sich. Erstens verringert sie erheblich das Risiko von Kontaminationen, indem sie Krankheitserreger, Chemikalien und andere Verunreinigungen entfernt, die die Produktsicherheit gefährden könnten. Dies führt zu höherem Verbrauchervertrauen und entspricht strengen internationalen Vorschriften. Zweitens verlängert die Wasserbehandlung die Lebensdauer der Anlagen, reduziert die Notwendigkeit häufiger Wartungsarbeiten und senkt den Energieverbrauch, indem sie Probleme wie Kalkablagerungen und Biofilmbildung mindert. Im Laufe der Zeit können diese Kosteneinsparungen einen spürbaren Einfluss auf die Rentabilität einer Anlage haben.
Darüber hinaus gewährleistet hochwertiges Wasser, dass der Geschmack und die Nährstoffintegrität von Milchprodukten unverändert bleiben, was die Markenloyalität und wiederkehrende Geschäfte fördert. Der Prozess unterstützt auch nachhaltige Praktiken, da die Aufbereitung von Wasser zur Wiederverwendung die Gesamtanforderung an Frischwasserquellen verringern kann, ein besonders wichtiger Vorteil in Regionen mit Wasserknappheit. Letztendlich ist eine gut gestaltete und sorgfältig verwaltete Wasseraufbereitungsinfrastruktur eine Investition, die sich in der Produktqualität, Betriebseffizienz, Einhaltung von Vorschriften und Umweltschutz auszahlt.
Herausforderungen und Lösungen
Trotz dieser klaren Vorteile bringt die Behandlung von Molkereiwasser bestimmte Herausforderungen mit sich. Der Energieverbrauch kann beispielsweise erheblich sein – insbesondere in Systemen, die stark auf Umkehrosmose angewiesen sind. Lösungen hierfür umfassen den Einsatz von Energie-Rückgewinnungsgeräten oder die Nutzung erneuerbarer Energien, wie Solarenergie, um den CO2-Fußabdruck der Anlage zu verringern. Verschmutzung und Skalierung sind wiederkehrende Probleme, die gründliche Vorbehandlungsmaßnahmen erfordern – wie Ultrafiltration und Antiscalant-Dosierung – um RO-Membranen und andere empfindliche Komponenten zu schützen.
Ein weiteres Anliegen ist das Management von Abwasserströmen, die organische Nebenprodukte und Reinigungschemikalien enthalten können. Fortgeschrittene Abwasserbehandlungsprozesse – von aerober und anaerober Vergärung bis hin zu Membran-Bioreaktoren – können helfen, diese Abwässer verantwortungsbewusst zu managen, indem sie eine Wasserwiederverwendung oder sichere Ableitung ermöglichen. Durch die Kombination dieser Strategien mit kontinuierlicher Überwachung und Kontrolle können Molkepflanzen die Hauptprobleme in der Wasserbehandlung effektiv angehen und gewährleisten, dass hochwertiges Prozesswasser für alle Produktionsaktivitäten konstant verfügbar ist.
Häufig gestellte Fragen
Q1: Warum ist die Wasserbehandlung im Molkereiprozess so wichtig?
A1: Selbst kleine Mengen von Verunreinigungen können zu Produktverdorbenheit, Geräteschäden und Gesundheitsrisiken führen. Hochwertiges Wasser sichert sowohl die Produktsicherheit als auch die Betriebseffizienz.
Q2: Können Wasserbehandlungssysteme für spezifische Milchprodukte angepasst werden?
A2: Absolut. Die Wahl der Filtration, Desinfektion und chemischen Dosierung hängt oft von den einzigartigen Bedürfnissen jeder Anlage, Produktlinie und den Eigenschaften der Wasserquelle ab.
Q3: Wie oft sollten Wasseraufbereitungssysteme gewartet werden?
A3: Die Wartungsintervalle variieren je nach Produktionsvolumen und Qualität des Rohwassers. Viele Anlagen führen wöchentliche oder monatliche Inspektionen durch, zusammen mit routinemäßigen Filter- oder Membranaustausch.
Q4: Ist behandeltes Abwasser für die Wiederverwendung innerhalb der Anlage geeignet?
A4: Ja, mit den richtigen Abwasserbehandlungstechnologien recyceln viele Molkereien Wasser für nicht trinkbare Anwendungen wie Reinigung oder Kühlung, was den Gesamtwasserverbrauch reduziert.
Q5: Überwiegen die Energiebedenken die Vorteile der Verwendung fortschrittlicher Wasseraufbereitung?
A5: Obwohl der Energieverbrauch erheblich sein kann, bieten moderne Innovationen – wie Energie-Rückgewinnungsgeräte und die Integration erneuerbarer Energie – oftmals Kostenvorteile und Nachhaltigkeitsvorteile, die die anfänglichen Bedenken überwiegen.