
Elektrodeionisation (EDI)
Die Elektrodeionisation (EDI) ist eine fortschrittliche Wasseraufbereitungstechnologie, die ultra-reines Wasser produziert, indem gelöste Ionen ohne chemische Regeneration entfernt werden. Durch die Nutzung von Ionenaustauscherharzen, selektiven Membranen und einem elektrischen Strom beseitigen EDI-Systeme effektiv Verunreinigungen und gewährleisten qualitativ hochwertiges Wasser für kritische Anwendungen.
Die EDI-Technologie nutzt Ionenaustauscherharze und Membranen, um gelöste Salze aus Wasser zu entfernen, angetrieben von einem elektrischen Feld. Dieser Prozess beseitigt die Notwendigkeit für chemische Regenerationsmittel, was es zu einer umweltfreundlichen und kosteneffizienten Option macht. Mit ihrem kontinuierlichen Betrieb und geringen Wartungsanforderungen bieten EDI-Systeme zuverlässige Leistung und minimieren Ausfallzeiten.
EDI-Systeme spielen eine entscheidende Rolle in Branchen wie Pharmazie und Elektronik, insbesondere für Anwendungen, die reines Wasser erfordern, wie Kesselbefüllung und ultrareines Spülen. Ihre Zuverlässigkeit bei der Erfüllung strenger Qualitätsstandards macht sie zu einer bevorzugten Option in der modernen Wasseraufbereitung.
Elektrodeionisation (EDI) Produktreihe
Sehen Sie sich unsere Produktgruppen an, die auf Ihre Bedürfnisse zugeschnitten sind
Labortyp Elektrodeionisation
Elektrodeionisationssysteme, die für Anwendungen in Forschungslaboren konzipiert sind.


Maßgeschneiderte EDI-Systeme
Maßgeschneiderte Elektrodeionisationssysteme für industrielle Anwendungen.

Labortyp Elektrodeionisationssysteme
Mini Labortyp Elektrodeionisation Reihe
Elektrodeionisations- (EDI) Systeme, die ein Leistungsspektrum von 1 l/h bis 8 l/h bieten, sind sorgfältig konzipiert, um Wasser von außergewöhnlicher Reinheit zu erzeugen und die strengen Anforderungen von Laborumgebungen zu erfüllen.

Maxi Labor-Elektrodeionisations Serie
Diese Deionisierungssysteme, mit einer Durchflusskapazität von 10 l/h bis 50 l/h, sind darauf ausgelegt, hochreines Wasser für Laboraktivitäten mit außergewöhnlicher Effizienz und Zuverlässigkeit zu liefern.
Industrielle Elektrodeionisations (EDI) Systeme
Industrielle Elektrodeionisations (EDI) Serie
Unsere Elektrodeionisations (EDI) Systeme, mit Kapazitäten von 0,25 m³/h bis 50 m³/h, sind darauf ausgelegt, ultrareines Wasser mit einem Widerstand von bis zu 20 MΩ zu erzeugen. Kompakt und effizient, können sie als Plug-and-Play-Lösungen für einen nahtlosen Betrieb angepasst werden.
Maßgeschneiderte Systeme für Ihre Bedürfnisse
Entdecken Sie maßgeschneiderte Systemlösungen, die auf Ihre spezifischen Anforderungen abgestimmt sind. Verbessern Sie die Wasserqualität und die Systemleistung mit unseren anpassbaren Optionen noch heute!

Telefon
Adresse
Akçaburgaz, 3026. Sk No:28, 34522 Esenyurt/Istanbul TÜRKİYE
Elektrodeionisation (EDI) zur Wasseraufbereitung
Die Elektroionisation (EDI) ist ein fortschrittliches Wasserreinigungsverfahren, das hochreines deionisiertes Wasser produziert, indem eine Kombination aus Ionenaustauscherharzen, ionenselektiven Membranen und einem Gleichstromelektrischen Feld verwendet wird. Es wird typischerweise als ein Polierschritt nach der Umkehrosmose (RO) eingesetzt, um verbleibende ionische Verunreinigungen zu entfernen und Widerstände von bis zu 15–18 MΩ·cm (ultrapures Wasserqualität) zu erreichen. Im Gegensatz zu herkömmlichen Mischbett-Ionenaustauschern, die eine regelmäßige chemische Regeneration mit Säuren und Basen erfordern, arbeitet EDI kontinuierlich und ohne chemische Reagenzien, da das elektrische Feld die Harze kontinuierlich in situ regeneriert. Dies macht EDI zu einer „grünen“ Technologie, die gefährliche Regenerationschemikalien und Abfall eliminiert und die Betriebskosten sowie die Ausfallzeiten, die mit der Harzregeneration verbunden sind, reduziert. EDI-Module werden häufig als CEDI (kontinuierliche Elektroionisation) Systeme bezeichnet, aufgrund ihres kontinuierlichen Betriebs. In den 1980er Jahren entwickelt und Ende der 1980er Jahre kommerzialisiert, hat sich EDI zu einer bewährten Technologie entwickelt, die in Branchen weit verbreitet ist, die hochreines Wasser verlangen.
Wie EDI funktioniert
EDI integriert die Prinzipien der konventionellen Elektrodialyse und des Ionenaustauschs in einen Prozess. In einem EDI-Gerät fließt Wasser durch Kammern, die mit Mischbett-Ionenaustauscherharz gefüllt sind und zwischen Kationen- und Anionenaustauschmembranen eingeklemmt sind. Eine angelegte Gleichstromspannung über den Stapel bewirkt, dass Kationen zur Kathode und Anionen zur Anode migrieren. Die ionenselektiven Membranen lenken diese Ionen in angrenzende Konzentrationskanäle (Ablehnung), während das Harz kontinuierlich Ionen austauscht und elektrisch regeneriert wird. Im Wesentlichen umfasst EDI drei gleichzeitige Phänomene:
Ionenaustausch: Entfernung von Ionen aus dem Wasser durch Ionenaustauscherharze im Verdünnungs- (Produkt-) Kompartment.
Elektromigration (Elektrodialyse): Trennung von Ionen durch Membranen unter einem elektrischen Feld, das die entfernten Ionen in Konzentrationskompartimente transportiert.
Elektrochemische Regeneration: In-situ-Regeneration des Harzes durch Wasserspaltung – das elektrische Feld bewirkt, dass Wasser in H⁺ und OH⁻ dissoziiert, die kontinuierlich die Austauschkapazität des Harzes wieder aufladen.
Durch die Kombination dieser Phasen erzeugt EDI kontinuierlich gereinigtes deionisiertes Wasser. Die folgenden Abschnitte bieten eine detaillierte Erklärung jeder Phase des EDI-Prozesses, die zu überwachenden Betriebsparameter, typische entfernte Kontaminanten, Anwendungen sowie wichtige Überlegungen zu Design, Betrieb und Wartung von EDI-Systemen.
EDI-Prozess und Phasen
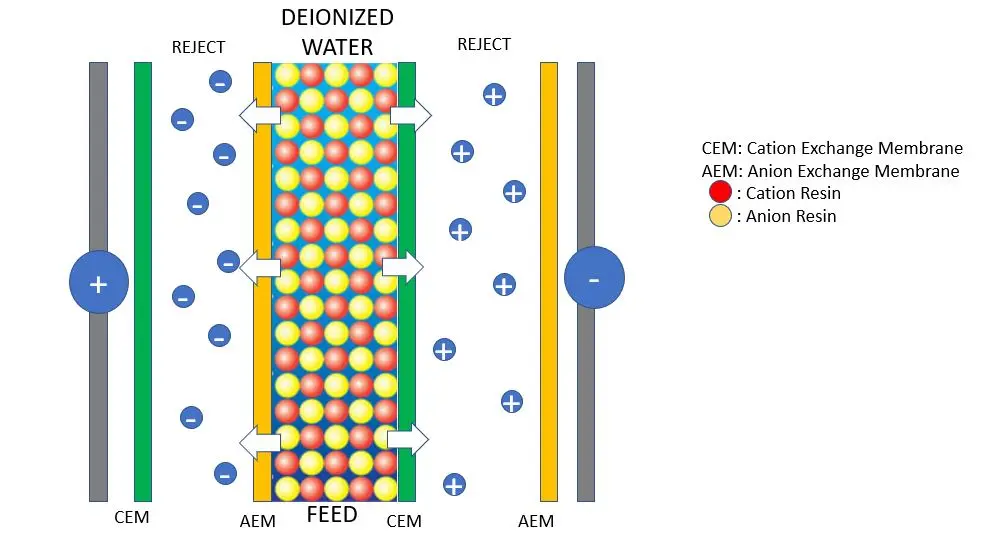
Schematische Darstellung eines Elektroionisierungszellenpaars mit Ionenaustauschkügelchen (gemischte Kation- und Anionenharze) zwischen ionenselektiven Membranen (CEM = Kationen-Austauschmembran, AEM = Anionen-Austauschmembran). Ein angelegtes Gleichstrom elektrisches Feld (positive Anode links, negative Kathode rechts) treibt Kationen (+) zur Kathode durch kation-permselektive Membranen und Anionen (–) zur Anode durch anionselektive Membranen in die Konzentrationskammern („Ablehnung“). Diese kontinuierliche Ionenniederlage ergibt deionisiertes Produktwasser in der zentralen (verdünnenden) Kammer.
EDI-Module bestehen typischerweise aus Stapeln vieler „Zellenpaare“, wobei jedes Paar aus einem Verdünnungskompartiment (auch als Verdünnungskammer oder Produktkammer bezeichnet) und einem Konzentrationskompartiment (Konzentrats- oder Abfallkammer) besteht, die durch ionenselektive Membranen getrennt sind. Jedes Verdünnungskompartiment ist mit einem Mischbett aus Kation- und Anionenaustauschharz gefüllt. Anode und Kathode sind an beiden Enden des Stapels positioniert, um das elektrische Feld zu erzeugen. Wenn Speisewasser (in der Regel RO-Permeat) in die Verdünnungskammern eingeführt wird und eine Gleichspannung angelegt wird, umfasst der EDI-Prozess folgende Phasen:
Ionenaustausch (Entionisierungsstufe)
Im ersten Schritt werden die Ionen im Speisewasser von den Ionenaustauscherharzen in der Verdünnungskammer erfasst. Das Mischbett-Harz ist zunächst in seiner regenerierten Form (Wasserstoffform Kationenharz und Hydroxidform Anionenharz, ähnlich einem frischen Mischbett-DI-Harz). Während das Wasser durch das Harzbett strömt, werden ionische Verunreinigungen an den Harzstandorten ausgetauscht: Kationische Spezies im Wasser (z.B. Ca²⁺, Mg²⁺, Na⁺, K⁺, NH₄⁺) verdrängen H⁺-Ionen vom Kationenharz und anionische Spezies (z.B. Cl⁻, SO₄²⁻, NO₃⁻, HCO₃⁻, CO₃²⁻, F⁻, Silica (SiO₂⁻), Borat) verdrängen OH⁻-Ionen vom Anionenharz. Die freigesetzten H⁺- und OH⁻-Ionen rekombinieren sofort zu reinem H₂O. Durch diesen Ionenaustauschmechanismus wird das Speisewasser deionisiert, während es durch das Harzbett fließt – effektiv scannen die Harze die gelösten Ionen und reinigen das Wasser. Diese Deionisierung durch Harz ist analog zu einem konventionellen Mischbett-Ionenaustauscher, erfolgt jedoch kontinuierlich in EDI und nicht chargenweise. Bis das Wasser den Ausgang der Verdünnungskammer erreicht, wurden die meisten starken ionischen Verunreinigungen auf das Harz übertragen. Der Widerstand des Wassers im Verdünnungsbereich steigt somit an, während Ionen entfernt werden.
Parameter & Überlegungen – Ionenaustausch-Stufe: Die Leistung dieser Stufe hängt von der Qualität des Zufuhrwassers und dem Zustand des Harzes ab. Wichtige Parameter zur Überwachung sind:
Leitfähigkeit der Zufuhr (TDS): EDI-Zufuhr (normalerweise RO-Durchlässigkeit) sollte geringe Gesamtgehalt an gelösten Feststoffen aufweisen (z.B. < 40 µS/cm, oft viel niedriger), um sicherzustellen, dass das Harz zunächst die meisten Ionen aufnehmen kann und das EDI in seinem optimalen Bereich arbeitet. Höhere Zufuhrleitfähigkeit bedeutet eine höhere ionische Last, was mehr elektrischen Strom erfordert, um Ionen zu entfernen; wenn es übermäßig ist, kann das EDI-Harz Schwierigkeiten haben, das Wasser auf hohe Reinheit zu polieren.
Futterhärte: Selbst geringe Rückstände von Härte (Ca²⁺, Mg²⁺) können die Ionenaustauschstellen erschöpfen und zur Skalierung im Konzentrat führen. Typischerweise ist die Futterhärte auf ~1 mg/L als CaCO₃ begrenzt (oft <0.1 mg/L für ultra-reine Anwendungen). Härte wird normalerweise durch vorgelagerte Enthärtung oder durch die RO entfernt. Wenn die Härte die Entwurfsgrenzen überschreitet, kann sie als CaCO₃ im Konzentrat ausfallen oder sogar das Harz verunreinigen, was die Ionenaustausch-Effizienz verringert.
CO₂ (Kohlenstoffdioxid) und schwach ionisierte Spezies: CO₂ in Wasser bildet Bicarbonat/Carbonat, das vom Anionenaustauscher erfasst wird, wobei OH⁻ verbraucht wird. EDI-Futter erfordert oft eine CO₂-Entgasung nach der RO, wenn CO₂ hoch ist, da CO₂ nicht leitet, aber das Harz beladen wird und später als Bicarbonat freigesetzt wird, was die Widerstandsfähigkeit beeinflusst. Siliciumdioxid (schwach ionisiertes H₄SiO₄) ist eine weitere Spezies – es sollte typischerweise <1–2 mg/L im EDI-Futter sein. Diese schwachen Säuren/Basen werden nicht vollständig durch RO entfernt, können aber durch die kontinuierliche Regeneration von EDI (später besprochen) behandelt werden.
Durchflussrate durch das Harz (Verweilzeit): Eine ausreichende Verweilzeit des Durchflusses im Harzbett ist notwendig für einen effektiven Ionenaustausch. Ist der Durchfluss zu hoch, kann die Ionenentfernung unvollständig sein; zu niedrig und das Risiko von Ablagerungen im Konzentrat steigt. Hersteller geben einen Bereich an – zum Beispiel könnte ein Modul 1,5–2,2 m³/h Produktfluss bewältigen. Der Betrieb innerhalb des vorgesehenen Durchflusses stellt sicher, dass der Ionenaustauschschritt effizient erfolgen kann.
Temperatur: Die Kinetik des Harz-Austauschs und die Leitfähigkeit verbessern sich mit der Temperatur (innerhalb gewisser Grenzen). EDI-Module arbeiten typischerweise zwischen 10 °C und 38 °C. Unter ~10 °C ist die Ionenmobilität des Harzes reduziert und die Entionisierung ist weniger effizient; über dem Maximum können Harz- oder Membranmaterialien beschädigt werden. Die Aufrechterhaltung der Zulauftemperatur im Bereich hält die Ionenaustauschphase effektiv.
Während des normalen Betriebs sollte die Ionenaustauschstufe den Großteil der Ionen entfernen, und die Leitfähigkeit des Produktwassers sinkt erheblich über dem Harzbett. Wenn Sensoren früh im Prozess (z. B. Mittelzellenmessungen, falls verfügbar, oder unerwarteter Rückgang des Widerstands des Produkts) eine abnormale Leitfähigkeit anzeigen, kann dies auf eine Erschöpfung oder Verunreinigung des Harzes in dieser Phase hinweisen. In der Praxis bleibt die Ionenaustauschkapazität erhalten, da das Harz kontinuierlich von der späteren Stufe regeneriert wird – jede Leistungsabnahme weist normalerweise auf Probleme wie organische Verunreinigung des Harzes oder unzureichenden Regenerationsstrom hin, statt auf einfache Erschöpfung wie in einem statischen Mischbettsystem.
Ionentransport (Elektrochemische Trennungsstufe)
Die zweite Stufe von EDI ist die elektrochemische Trennung der Ionen durch Ionenmigration unter dem angelegten Gleichstromfeld. Sobald die Harze in der Verdünnungskammer Ionen erfassen, werden diese Ionen nicht dauerhaft gehalten – das elektrische Feld zieht sie von den Harzkügelchen ab und treibt sie aus dem Verdünnungsraum. Kationen, die von dem Kationharz desorpiert wurden, wandern zur negativ geladenen Kathode, und Anionen, die vom Anionharz stammen, wandern zur positiv geladenen Anode. An jeder Seite eines Verdünnungsraums ermöglichen ionenspezifische Membranen den Durchgang von entweder Kationen oder Anionen in die angrenzenden Konzentrationsräume:
Kationenaustauschmembranen (CEM) grenzen an die Seite der Verdünnungskammer, die der Kathode zugewandt ist. Diese Membranen erlauben den Durchgang von Kationen in die Konzentrationskammer, rejectieren jedoch Anionen.
Anionenaustauschmembranen (AEM) begrenzen die dem Anoden zugewandte Seite und erlauben es Anionen, auszuwandern, während Kationen blockiert werden.
Wenn die Ionen durch die geeignete Membran aus der Verdünnungszelle herausgezogen werden, gelangen sie in die Konzentratkammern. Wichtig ist, dass eine zweite Membran auf der gegenüberliegenden Seite jeder Konzentratkammer verhindert, dass die Ionen weiter in die nächste Verdünnungszelle migrieren. Beispielsweise wird ein Kation, das durch eine CEM in eine Konzentratkammer gelangt, auf der gegenüberliegenden Seite dieser Kammer auf eine Anionenmembran treffen, die es nicht passieren kann, wodurch das Kation effektiv im Konzentratsabteil gefangen bleibt. In ähnlicher Weise werden Anionen, die eine verdünnte Zelle verlassen, durch eine Kationenmembran auf der gegenüberliegenden Seite des Konzentrats eingesperrt. Auf diese Weise werden die entfernten Ionen in den Konzentratskanälen gesammelt (die einen langsam fließenden Solestrom führen) und von dem Produktwasserstrom isoliert. Das Nett Ergebnis ist eine kontinuierliche Ionenentfernung und -übertragung: Der Verdünnungsstrom wird von Ionen befreit und wird zu demineralisiertem Produkt, während der Konzentratsstrom die entfernten Ionen abführt.
Dieser Abschnitt ist im Wesentlichen ein elektrodialytisches Verfahren, das durch Harz verstärkt wird. Die Anwesenheit von Ionenaustauschharz in den Verdünnungskompartimenten erhöht die Leitfähigkeit erheblich und erleichtert den Ionentransport, wodurch EDI viel niedrigere Restionenwerte als nur bei Elektrodialyse erreichen kann. Das Harz bietet einen hochdichten Weg von geladenen funktionellen Gruppen, so dass, selbst wenn das Wasser sehr rein wird (und seine direkte Leitfähigkeit sinkt), der elektrische Strom weiterhin über das Harz fließen kann und Ionen mitzieht. Ohne Harz würde der Widerstand steigen und die weitere Ionentfernung begrenzen, sobald der ionische Gehalt des Wassers niedrig wurde; mit Harz bleibt ein stetiges leitfähiges Medium erhalten, das die Entfernung von Ionen auf Rückstandswerte ermöglicht.
Parameter & Überlegungen – Trennungsstufe: Zu den Schlüsselvariablen in dieser Phase gehören die elektrischen und hydraulischen Bedingungen, die die Ionenmigration antreiben:
Gleichstrom / Spannung: Die treibende Kraft für die Ionenmigration ist der angelegte elektrische Strom. EDI-Systeme werden oft im Modus mit konstantem Strom (oder strombegrenztem Modus) betrieben, um eine gewünschte Entfernung aufrechtzuerhalten. Es muss ausreichend Strom bereitgestellt werden, um alle Ionen aus der Verdünnung zu entfernen. Wenn der Strom zu niedrig ist, bleiben einige Ionen im Harz und gelangen in das Produkt; zu hoch, und überschüssige elektrochemische Reaktionen (Wasserzerlegung, Gasentwicklung) können auftreten (bis zu den Entwurfslimits). Hersteller geben den optimalen Strombereich pro Modul an (z. B. kann ein Modul ~4–9 A verwenden). Beispielsweise erlaubt ein DuPont EDI-Modul bis zu 9.0 A und ~160 V DC pro Modul. Die Gleichstromversorgung des Systems (Gleichrichter) muss entsprechend dimensioniert und stabil gehalten werden (Ausgangsstrom darf nicht über ±5% schwanken). Typischerweise passt sich die Spannung basierend auf der Leitfähigkeit des Speisewassers und dem gewünschten Strom an; wenn das Speisewasser während des Betriebs reiner wird, steigt der Widerstand und die erforderliche Spannung könnte steigen. Die Überwachung der Stapelspannung bei einem bestimmten Strom kann anzeigen, ob die Zellen verunreinigt oder verkalkt werden (ein steigender Spannungswert über die Zeit bei gleichem Strom deutet auf einen höheren Widerstand hin, möglicherweise aufgrund von Membranverkalkung oder Harzverunreinigung).
Durchflussraten (Verdünnung und Konzentration): Die Verdünnungs-(Produkt-)Durchflussrate beeinflusst die Verweilzeit, wie festgestellt, hat aber auch Auswirkungen darauf, wie schnell Ionen nach dem Austausch ausgewaschen werden. Die Konzentrationsdurchflussrate ist ebenso entscheidend – sie muss hoch genug sein, um die entfernten Ionen aus den Konzentrationskammern auszuspülen und eine Ausfällung zu verhindern, aber nicht so hoch, dass der ionische Gehalt übermäßig verdünnt wird oder ein unangemessener Druckverlust entsteht. Viele EDI-Systeme setzen den Konzentrationsdurchfluss auf etwa 5–10% des Produktflusses, was zu einem Konzentratsabfall von ~5–10% des Rohwassers führt (z. B. 90–95% Wasser-Rückgewinnung). Höhere Rückgewinnungen sind möglich, indem das Konzentrat wieder in die RO-Zufuhr geleitet wird, aber nur, wenn es sorgfältig geplant ist (Recycling kann die CO₂-Belastung erhöhen und das Risiko von Verunreinigungen erneut einführen). Es ist wichtig, die Konzentratausgangsleitfähigkeit zu überwachen – eine steigende Konzentratsleitfähigkeit zeigt an, dass Ionen ausgewaschen werden (normal), aber wenn sie zu gesättigt wird (nähe der Ausfällungsgrenzen) oder zu niedrig (was auf eine möglicherweise niedrige ionische Belastung oder Membranleckage des Produktwassers hinweist), kann dies auf Probleme hinweisen. Typischerweise wird die Konzentratsleitfähigkeit höher sein als die Zufuhrleitfähigkeit, da sie die Ionen sammelt.
Druck- und Leckagekontrolle: Die Verdünnungs- und Konzentrationsströme befinden sich bei leicht unterschiedlichen Drücken – der Konzentratausgang wird normalerweise bei einem niedrigeren Druck als der Verdünnung-/Produktausgang gehalten, um eine Rückleitung von Konzentrat in das Produkt zu verhindern. Die Betreiber überwachen den Druckunterschied: Der Druck am Konzentratausgang sollte einige psi niedriger sein (z.B. 0,5–0,7 bar niedriger) als der Produktausgang. Wenn der Druckunterschied in die falsche Richtung auftritt, könnte das Produktwasser durch Konzentrat kontaminiert werden. Außerdem hilft die Messung des Druckabfalls über die Verdünnungskompartimente, Verstopfungen zu erkennen (ein zunehmender Druckabfall bedeutet, dass die Strömungskanäle im Harz möglicherweise mit Ablagerungen oder Skalierung verstopft sind).
Membranengesundheit: Obwohl es kein direkter „Parameter“ ist, ist die Integrität der ionenselektiven Membranen von entscheidender Bedeutung. Wenn eine Membran beschädigt ist (Riss oder Leck), kann dies zu Kreuzkontaminationen der Ströme führen. Die Leitfähigkeit oder ionische Analyse der Ströme kann dies manchmal erkennen (z. B. unerwartet hohe Ionen im Produkt oder seltsame pH-Verschiebungen). Regelmäßige Überwachung des Produktwiderstands und visuelle Inspektion des Konzentrates auf Niederschläge kann helfen, Membranprobleme zu erkennen.
Während des Betriebs ist die Trennstufe weitgehend selbstregulierend, wenn ein fester Strom und Flüsse vorhanden sind. Die Betreiber werden kontinuierlich auf die Produktwasserleitfähigkeit achten – dies ist ein aggregiertes Maß dafür, wie gut der gesamte Prozess Ionen entfernt. Eine konsequent hohe Leitfähigkeit (niedrige elektrische Leitfähigkeit) bedeutet, dass die Migrationsstufe Ionen effektiv beseitigt. Wenn die Produktleitfähigkeit unter das Ziel sinkt (z. B. unter 1 MΩ·cm oder unter die Spezifikation wie 5 MΩ·cm für Kesselwasser oder 15 MΩ·cm für Halbleiterqualität), deutet dies darauf hin, dass die Ionenentfernung durch Migration unzureichend ist, möglicherweise aufgrund eines unzureichenden Stroms, von Verunreinigungen, die den Ionentransport behindern, oder erschöpfter Harze (wenn die Regeneration nicht Schritt hält). In solchen Fällen können die Betreiber den Strom erhöhen (wenn die Kapazität es zulässt), Wartungs- /Reinigungsarbeiten durchführen oder die Futterqualität überprüfen, um die Leistung wiederherzustellen.
In-Situ-Regeneration (Elektrochemische Regenerationsstufe)
Ein einzigartiger und kritischer Aspekt der EDI ist die kontinuierliche elektrochemische Regeneration des Harzbettes. Diese dritte Phase erfolgt gleichzeitig, während das Harz Ionen entfernt und transportiert. Wenn das verdünnende Wasser am Ausgang des Harzbettes sehr arm an ionischem Inhalt wird, sind die Ionen, die elektrischen Strom leiten können, erschöpft. Dennoch stoppt der Strom nicht; das starke elektrische Feld bewirkt, dass ein Teil des Wassers dissociiert (spaltet) in Wasserstoff (H⁺) und Hydroxid (OH⁻) Ionen. Dieses Phänomen, das im Wesentlichen eine lokale Elektrolyse von Wasser ist, wird oft als “Wasser-Spaltung” im EDI bezeichnet. Es geschieht überwiegend an den Grenzflächen der Harze und Membranen oder an Harz-Harz-Gelen, wenn das lokale Potenzial einen Schwellenwert überschreitet (ungefähr 0,8 V über einer Harzperle-Membran-Grenzfläche ist ausreichend, um Wassermoleküle zu spalten). Die neu erzeugten H⁺ und OH⁻ Ionen haften sofort an das Ionenaustauschharz, regenerieren das Kationharz in H⁺-Form und das Anionharz in OH⁻-Form in situ. Dies entspricht der kontinuierlichen Wiederaufladung des Harzes mit Säure und Base, wird jedoch elektrisch und kontinuierlich durchgeführt.
Die Wasseraufspaltung und -regeneration ermöglichen es EDI, kontinuierlich ultrareines Wasser ohne chemische Ausfallzeiten zu produzieren. Tatsächlich wird das Harz im letzten Teil der Verdünnungskammer ständig durch die erzeugten H⁺/OH⁻ regeneriert, die die gefangenen Verunreinigungsionen verdrängen. Diese verdrängten Verunreinigungsionen (z.B. wird Na⁺ an einem Harzstandort durch H⁺ verdrängt) treten dann in die Migration ein und werden in die Konzentratlösung gespült. Die H⁺ und OH⁻, die ihren Platz im Harz eingenommen haben, rekombinieren schließlich, um Wasser zu bilden, sobald der Harzstandort in einen frischen Abschnitt wechselt, oder sie neutralisieren schwache Säuren/Basen im Wasser. Dieser Selbstregenerationszyklus bedeutet, dass das Harzbett im Gegensatz zu einem herkömmlichen System nie erschöpft wird; es wird kontinuierlich intern regeneriert. Infolgedessen kann EDI über die Zeit hinweg eine hohe Produktwasserreinheit konsistent aufrechterhalten, anstatt der typischen Erschöpfungskurve eines eigenständigen Ionenaustauschers.
Ein bemerkenswerter Vorteil dieser Regeneration durch Wasserspaltung ist die Entfernung von schwach ionisierten Verunreinigungen wie Kohlendioxid (als H₂CO₃) und Siliziumdioxid. In einem Mischbett-Ionenaustauscher sind CO₂ und SiO₂ schwer zu entfernen, sobald die starken Ionen erschöpft sind, aber in EDI neutralisieren die regenerierten H⁺ und OH⁻ diese Spezies effektiv: CO₂ wird in Bicarbonat/Carbonat umgewandelt und vom Anionenharz entfernt, und Siliziumdioxid (eine schwache Säure) kann durch OH⁻ deprotoniert werden, um Silikat zu bilden, das dann entfernt wird. Daher kann EDI eine weitere Entfernung dieser schwachen Verunreinigungen erreichen, nachdem die starken Ionen verschwunden sind. Das ist der Grund, warum EDI häufig verwendet wird, um RO-Wasser zu "polieren", da RO möglicherweise Kohlendioxid oder Siliziumdioxid nicht vollständig entfernt, aber EDI kann sie aufgrund des Hochleitfähigkeitsbereichs und der kontinuierlichen Regeneration herauspolieren.
Parameter & Überlegungen – Regenerationsstufe: Der Hauptantrieb für die Regeneration ist die Aufrechterhaltung eines geeigneten elektrischen Stroms (oder Stromdichte), der den "Grenzstrom" der verdünnten Kompartimente übersteigt. Der Grenzstrom ist der Schwellenwert, bei dem die verfügbaren Ionen in der Verdünnung vollständig transportiert werden; darüber hinaus führt der zusätzliche Strom zur Wasserspaltung. Die Betreiber stellen sicher, dass das EDI-System leicht im übergrenzwertigen Strombereich betrieben wird, um eine kontinuierliche Regeneration aufrechtzuerhalten. Wichtige Punkte sind:
Aktueller Sollwert für die Regeneration: EDI-Einheiten sind typischerweise mit einem Zielstrom konstruiert, der sowohl die ionische Last entfernt als auch ausreichend Überschuss bietet, um Wasser zu spalten. Wenn beispielsweise ein Feed eine bestimmte gesamte ionische Last aufweist (oft quantifiziert als insgesamt austauschbare Anionen/Kationen in Äquivalenten), wird im Systemdesign ein Mindeststrom angegeben, um diese Ionen zu transportieren. Jeder Strom, der darüber hinausgeht, wird zur Regeneration des Harzes durch Wasserspaltung verwendet. Wenn der Strom zu niedrig eingestellt ist (unter dem benötigten Wert), könnte das Harz im späteren Teil der Zelle gesättigt werden und sich nicht regenerieren, was zu einem Ionenaustritt führt. Wenn der Strom zu hoch ist, ist die Wasserspaltung übermäßig, was den pH-Wert des Produkts oder den pH-Wert des konzentrierten Produkts übermäßig erhöhen kann und potenziell zu Ablagerungen oder beschleunigtem Membrandegeneration führt und Energie verschwendet. Daher ist die Kontrolle des Stroms innerhalb des optimalen Bereichs entscheidend. In der Praxis arbeiten viele EDI-Systeme mit einem festen Strom und verlassen sich darauf, dass die Qualität des Feeds innerhalb der Spezifikation liegt. Wenn die ionische Last des Feeds steigt (z.B. höheres CO₂ oder ein Leck von Härte), muss der Betreiber möglicherweise den Strom erhöhen, um die Regeneration aufrechtzuerhalten.
Spannungsüberwachung: Wie erwähnt, kann eine steigende Spannung bei einem bestimmten Strom auf Skalierung oder Verunreinigung hindeuten. Ein besonderer Aspekt der Wasserspaltung ist, dass sie den lokalen pH-Wert im Konzentrat (wo OH⁻ sich ansammelt) erhöhen und den pH-Wert in den Bereichen in der Nähe der Anode (wo H⁺ sich ansammelt) senken kann. Extrem hoher Strom kann somit zu einem hohen pH-Wert im Konzentrat führen, der Silica oder Calciumcarbonat ausfällen könnte. Die Überwachung des Konzentrat-pH oder die Berechnung des Langelier-Sättigungsindex kann Teil der Kontrolle von Skalierung während der Regeneration sein. Einige Systeme begrenzen den Strom oder die Rückgewinnung, um den Konzentrat-pH unter bestimmten Werten zu halten (z. B. wenn der Konzentrat-pH >10 aufgrund von überschüssigem OH⁻ geht, könnte Silica polymerisieren).
Harzbedingungen: Im Laufe der Zeit können Harze ihre Kapazität aufgrund von Verunreinigungen oder oxidativem Schaden verlieren. Der Regenerationsprozess hält sie aktiv, aber wenn das Harz beschädigt ist (z. B. durch Chlorangriff oder organische Verunreinigung), kann selbst die Wasserspaltung die Austauschstellen nicht vollständig wiederherstellen. Wenn Betreiber feststellen, dass selbst bei normalem oder maximalem Strom die Produkt-Widerstandsfähigkeit über Monate/Jahre tendenziell abnimmt, könnte dies auf Harzverschleiß und reduzierte Regenerationseffizienz hinweisen. Dies könnte einen Modulwechsel erforderlich machen.
Temperatureffekte: Die Wasserspaltung ist endotherm und auch durch Kinetik begrenzt; wärmeres Wasser kann eine einfachere Dissoziation erleichtern. Der Betrieb bei zu niedrigen Temperaturen könnte die Effizienz der Regeneration (neben dem Ionenaustausch) leicht beeinträchtigen. Dieser Faktor ist jedoch typischerweise gering im Vergleich zur Stromregelung.
Zusammenfassend lässt sich sagen, dass die EDI, solange sie mit ausreichend Strom in Bezug auf die ionische Last versorgt wird, die elektroregenerative automatisch erfolgt und das Harz in H⁺/OH⁻-Form hält. Diese Phase ist während des normalen Betriebs weitgehend "unsichtbar" für den Bediener – ihr Erfolg spiegelt sich in der stabil hohen Widerstandsfähigkeit des Produktwassers und der langen Lebensdauer des Harzes wider. Sie beseitigt die Notwendigkeit für externe chemische Regenerationsschritte. Wenn diese Phase ins Stocken gerät (aufgrund unzureichenden Stroms oder vergiftetem Harz), wird dies durch einen Rückgang der Produktwasserqualität offensichtlich. In solchen Fällen könnte man eine manuelle Regenerationshilfe durchführen (zum Beispiel zirkulieren einige Betreiber vorübergehend eine verdünnte Säure/Base oder erhöhen den Strom in einem Rücklaufmodus, um das Harz zu regenerieren). Unter idealen Bedingungen genügt die kontinuierliche elektrische Regeneration jedoch für die Lebensdauer des Moduls.
Typische Verunreinigungen, die durch EDI entfernt werden.
EDI ist effektiv bei der Entfernung von nahezu allen ionisierten oder ionisierbaren Spezies aus Wasser. Typische Verunreinigungen und entfernte Ionen sind:
Kationische Verunreinigungen: Kalzium (Ca²⁺), Magnesium (Mg²⁺), Natrium (Na⁺), Kalium (K⁺), Ammonium (NH₄⁺), Eisen (Fe²⁺/Fe³⁺), Mangan und andere Metallkationen werden leicht durch Kationenaustauscherharz im EDI entfernt. Dazu gehören Spuren von Schwermetallen (Cu²⁺, Ni²⁺, Zn²⁺ usw.), die häufig in der Zulauf- oder in bestimmten Abwasserströmen gefunden werden.
Anionische Verunreinigungen: Chlorid (Cl⁻), Sulfat (SO₄²⁻), Nitrat (NO₃⁻), Bicarbonat/Karbonat (HCO₃⁻/CO₃²⁻), Fluorid (F⁻), Silikat/Siliciumdioxid (typischerweise als H₂SiO₃ oder SiO₂·nH₂O vorhanden), Bor (als Boratanion) und andere werden durch das Anionenaustauscherharz entfernt. Sogar schwach dissozierte Säuren wie Kohlensäure (H₂CO₃ aus CO₂) und Kieselsäure (H₄SiO₄) werden effektiv eliminiert, da die hochgradig alkalische Umgebung des Harz-OH⁻ hilft, sie zur Entfernung zu ionisieren.
Ionisierbare organische Verbindungen: EDI kann geladene organische Spezies wie organische Säuren (z.B. Essigsäure, Ameisensäure in ihrer dissoziierten Form) und niedermolekulare ionisierbare organische Stoffe entfernen. Diese werden von Harzen erfasst, wenn sie eine Ladung tragen. Neutrale Organik (nicht-ionisiert) wird jedoch nicht durch den Ionenaustauschmechanismus entfernt, außer zufällig durch Adsorption, weshalb EDI nicht für die Entfernung organischer Stoffe über ionische organische Substanzen hinaus konzipiert ist. Der Gehalt an nicht-ionischen Gesamtorganischen Kohlenstoff (TOC) sollte im Zufuhrmedium (z.B. über RO und Aktivkohle) minimiert werden, um Fouling zu verhindern.
Silika: Besonders erwähnenswert, Silika (häufig separat in hochreinem Wasser gemeldet) wird als Silikat-Ionen entfernt. EDI-Produktwasser hat oft sehr niedrige Silika-Werte und erfüllt strenge Anforderungen (<0,1 mg/L) für Industrien wie Energie und Halbleiter. Dünn-Zellen EDI-Designs erlauben leicht höhere Zuführung von Silika (bis zu ~2 mg/L) als ältere Designs, aber dennoch wird das Produkt-Silika stark reduziert.
Gase und gelöste ionisierbare Gase: Gelöstes CO₂ wird, wie erwähnt, durch Umwandlung in ionische Form behandelt. Ammoniak (NH₃/NH₄⁺), falls vorhanden (aus Chloramin-Zersetzung oder einer anderen Quelle), würde als Ammoniumion auf Kationharz erfasst werden. Sauerstoff- oder Stickstoffgase sind nicht ionisiert und passieren (obwohl dies typischerweise keine Sorge für die Reinheit ist, mehr für Korrosion, die an anderer Stelle behandelt wird). EDI produziert H₂- und O₂-Gase an den Elektroden (die abgelassen werden, nicht im Produktwasser).
Im Wesentlichen kann jede ionische Verunreinigung – ob Salz, Mineral oder anorganischer Schadstoff – durch EDI entfernt werden. Nach der RO-Vorbehandlung könnten die typischen verbleibenden Ionen im Bereich von wenigen mg/L oder weniger liegen; EDI wird diese auf µg/L-Niveaus polieren. Zum Beispiel, wenn das RO-Permeat eine Leitfähigkeit von 5–10 µS/cm (~2–5 ppm TDS) hat, kann EDI das auf <0.1 µS/cm (ultrapure) reduzieren. Gemeinsame Restionen, die EDI anvisiert, sind Natrium, Chlorid, Sulfat, Siliziumdioxid und Bikarbonat (aus CO₂) – dies sind oft die Ionen, die RO in geringen Mengen zurücklässt, und EDI wird verwendet, um sie zu entfernen, um ultrapure Spezifikationen zu erfüllen.
Es sollte angemerkt werden, dass EDI Mikroorganismen oder Partikel nicht entfernt (diese werden typischerweise upstream gefiltert/UV-behandelt). Außerdem hat EDI keinen spezifischen Mechanismus, um vollständig nicht-ionische Kontaminanten (z.B. gelöste organische Stoffe wie Benzol oder sehr schwache Säuren/Basen, die unionisiert bleiben) zu entfernen; solche Kontaminanten müssen, falls erforderlich, durch andere Reinigungsstufen behandelt werden. Aber bei ionischer Kontamination bietet EDI eine äußerst effektive Politur, die oft eine Ionenentfernung bis zu den Nachweisgrenzen erreicht.
Anwendungen von EDI in der Industrie
EDI-Systeme werden in zahlreichen Industrien eingesetzt, wo hochreines oder deionisiertes Wasser erforderlich ist. Wichtige Anwendungsgebiete sind:
Halbleiter und Mikroelektronik: Die Elektronikindustrie benötigt ultrapures Wasser (UPW) zum Spülen und Reinigen von Halbleiterwafern und -komponenten. Selbst geringste ionische Verunreinigungen können elektrische Kurzschlüsse oder Defekte in Mikroschaltungen verursachen. EDI wird in Halbleiter-Fabriken häufig als Teil der mehrstufigen Wasseraufbereitung (typischerweise nach RO und Ultrafiltration) eingesetzt, um eine Leitfähigkeit von ~18 MΩ·cm zu erreichen. Durch die kontinuierliche Entfernung von Ionen sorgt EDI dafür, dass das Spülwasser keine leitenden Rückstände auf Chips hinterlässt, wodurch Kurzschlüsse in dicht gepackten Schaltkreisen verhindert werden. Diese Anwendung erfordert oft die höchste Wasserqualität; EDI hilft, extrem niedrige Silizium- und Borwerte zu erreichen, die in den Wasserstandards für Halbleiter entscheidend sind.
Pharmazeutische und Biotechnologie: Die pharmazeutische Herstellung und Biotech-Labore verwenden deionisiertes Wasser zur Vorbereitung von Formulierungen, Reinigung von Geräten und als Inhaltsstoffwasser (z. B. für parenterale Lösungen, Medienvorbereitung). Ionische Verunreinigungen können unerwünschte Reaktionen katalysieren oder Ausfällungen in Arzneimittellösungen verursachen. EDI, in Kombination mit RO und UV, wird häufig verwendet, um USP gereinigtes Wasser zu erzeugen und sogar als Teil der Herstellung von Wasser zur Injektion (WFI), obwohl WFI möglicherweise Destillation oder Ultrafiltration als letzten Schritt erfordert. Da EDI keine chemischen Regenerationsmittel hat, vermeidet es die Einführung chemischer Zusätze und erhält eine konstante Wasserqualität, was für die Validierung in der Pharmaindustrie wichtig ist. Der kontinuierliche Betrieb bedeutet auch keine Ausfallzeiten für die Regeneration, was eine zuverlässige Versorgung mit hochreinem Wasser für kritische Prozesse gewährleistet. Pharmazeutische Installationen schätzen, dass EDI-Module kein mikrobielles Wachstum begünstigen – die Hochreinheit, die hohe Widerstandsfähigkeit und das konstante elektrische Feld schaffen einen biostatischen Zustand, der Mikroorganismen hemmt.
Kraftwerksanlagen (Kesselwasser): Die Energieindustrie benötigt demineralisiertes Wasser zur Dampferzeugung in Kesseln und für Make-up-Wasser in Hochdruckdampfturbinen. Jegliche ionischen Verunreinigungen im Kesselwasser können zu Ablagerungen auf Turbinenblättern oder Kesselrohren führen und Korrosion sowie Effizienzverluste verursachen. EDI-Systeme polieren RO-Durchflusswasser, um demineralisiertes Wasser mit extrem niedriger Leitfähigkeit und Silicium bereitzustellen, was Kessel vor Skalierung schützt und den Aufbau von leitfähigen Ablagerungen verhindert, die zu heißen Stellen oder Korrosion führen könnten. Im Energiesektor ersetzt EDI häufig traditionelle ionenwechselnde Demineralisierer oder ergänzt diese, wodurch die Handhabung von Säuren/Laugen vor Ort entfällt. Die zuverlässige kontinuierliche Produktion hilft den Kraftwerken, einen stabilen Betrieb aufrechtzuerhalten – da die Verunreinigungen im Dampfsystem minimiert sind, laufen Turbinen und Wärmetauscher länger zwischen den Reinigungen. EDI-Einheiten für Kraftwerke sind typischerweise für große Durchflussraten ausgelegt und oft in skidmontierte Demineralisierungszüge integriert, einschließlich Vorfilter, RO und EDI.
Lebensmittel und Getränke: Viele Lebensmittel- und Getränkebetriebe verwenden deionisiertes Wasser zur Produktverdünnung, als Zutatenwasser oder zu Versorgungszwecken (wie Kesselwasser für Dampf in direktem Kontakt mit Produkten). Zum Beispiel kann die Produktion von Flaschengetränken mit EDI-geglättetem Wasser durchgeführt werden, um Geschmacksneutralität und Stabilität zu gewährleisten (Ionen wie Calcium oder Sulfat könnten den Geschmack beeinflussen oder mit Produktformulierungen interagieren). Brauereien und Molkereien können demineralisiertes Wasser verwenden, um den gewünschten Mineralgehalt zu erreichen. EDI bietet eine konsistente Wasserqualität ohne Risiko einer Kontamination mit Harzregenerant. In der Herstellung von Süßstoffen oder Zutaten kann deionisiertes Wasser, das durch EDI erzeugt wird, die Produktreinheit verbessern. Zudem ist das Fehlen von Regenerationschemikalien von Vorteil, da es potenzielle chemische Rückstände in lebensmitteltauglichen Anwendungen vermeidet. (Hinweis: EDI-Produktwasser in Lebensmittel/Getränken wird normalerweise in gewissem Maße remineralisiert oder gemischt, um den Geschmack oder die Nährstoffe zu verbessern, aber EDI gewährleistet eine bekannte Ausgangsreinheit).
Laboratory und analytisches Wasser: Labors (chemische, biologische, analytische Labore) benötigen oft Wasser der Reagenzqualität Typ I und Typ II für Experimente und Instrumentenversorgung (z. B. für HPLC, GC, Zellkultur usw.). EDI-Module werden häufig in Laborsysteme zur Wasseraufbereitung (nach RO) integriert, um kontinuierlich 18 MΩ·cm ultrapures Wasser für kritische analytische Anwendungen zu produzieren. Da EDI kontinuierlich betrieben werden kann, können Laborsysteme Wasser durch EDI zirkulieren, um die Reinheit in einem Speicherschleifen aufrechtzuerhalten. Es reduziert auch die häufigen Kartuschenwechsel – EDI fungiert im Wesentlichen als kontinuierlicher Mischbettturbinschneider, der sich nicht schnell erschöpft, wodurch die Kosten und die Wartung der Laborsysteme gesenkt werden. Viele kommerzielle Laboreinheiten (zum Beispiel von Millipore oder Thermo) verwenden Klein-Edi-Module in Kombination mit anderen Aufbereitungsschritten (UV, 0,2 µm-Filter), um die erforderliche Reinheit für empfindliche Analysen zu erreichen.
Umwelt- und Abwasserbehandlung: Über die reine Wasserproduktion hinaus wurde EDI angewendet, um bestimmte Abwässer zu behandeln, insbesondere zur Entfernung und Rückgewinnung von Schwermetallen oder anderen ionischen Schadstoffen. Zum Beispiel kann EDI in Abwasser aus der Galvanisierung oder Metallverarbeitung Metalle wie Chrom (Cr³⁺/Cr⁶⁺), Kupfer (Cu²⁺), Kobalt, Nickel usw. entfernen und sie in einem Abwasserstrom zur Rückgewinnung oder ordnungsgemäßen Entsorgung konzentrieren. Im Management von nuklearem Abwasser wurde EDI untersucht, um Radionuklide wie Cäsium (Cs⁺) zu entfernen. EDI kann in diesen Anwendungen eine hohe Ionentfernungseffizienz erreichen; die Betriebsbedingungen sind jedoch herausfordernder (höherer TDS, Vorhandensein konkurrierender Ionen). Oft werden spezialisierte EDI-Anordnungen oder mehrstufige EDI für solche Zwecke verwendet. Der Vorteil ist, dass EDI kein großes Volumen an verbrauchten chemischen Regeneriermitteln produziert; stattdessen erzeugt es eine kleinere konzentrierte Sole mit den Schadstoffen, was die nachgelagerte Handhabung gefährlicher Abfälle vereinfachen kann. In umwelttechnischen Anwendungen wird EDI für seine Fähigkeit geschätzt, kontinuierlich zu arbeiten und sein Potenzial zur selektiven Entfernung (durch Anpassung der Membran-/Harztypen) für spezifische Ionen.
Die oben genannten Anwendungen sind bedeutend, aber es gibt auch andere Nischenanwendungen (wie in der chemischen Industrie, wo deionisiertes Wasser für Verdünnungen und Reinigungen verwendet wird, oder in der Automobilindustrie für die Produktion von Batteriewasser usw.). Zusammenfassend ist jeder Prozess, der eine zuverlässige Versorgung mit hochreinem oder ultrapure Wasser benötigt, das frei von gelösten Salzen ist, ein Kandidat für die EDI-Technologie. Die weit verbreitete Anwendung in den Bereichen Elektronik, Pharma und Energie wird durch den kritischen Bedarf an konsistenter Wasserqualität und die wirtschaftlichen/umwelttechnischen Vorteile der Eliminierung chemischer Regeneration vorangetrieben.
Betriebliche Überlegungen für Leistung und Langlebigkeit
Der Betrieb eines EDI-Systems erfordert Aufmerksamkeit für bestimmte Wasserqualitätsparameter und Systembedingungen, um eine optimale Leistung sicherzustellen und die Lebensdauer der Module zu verlängern. Die folgenden Punkte sind wichtige betriebliche Überlegungen und was während des EDI-Betriebs überwacht werden sollte:
Überwachung der Qualität des Speisewassers: Wie betont, muss das Wasser, das zu EDI geleitet wird, vorbehandelt werden (in der Regel durch RO und möglicherweise durch Entgasung/Weichmachung), um spezifische Qualitätskriterien zu erfüllen. Die Betreiber sollten kontinuierlich oder regelmäßig die Leitfähigkeit des Speisewassers, Härte, Siliziumdioxid und CO₂-Niveaus sowie die Präsenz von Oxidationsmitteln überwachen. Die Leitfähigkeit gibt einen schnellen Hinweis auf die gesamte ionische Last, aber sie kann schwach ionisierte Spezies (CO₂, SiO₂) nicht aufdecken; daher ist das Messen von Gesamt austauschbaren Anionen (TEA) oder die Berechnung von CO₂ basierend auf Alkalität/pH nützlich. Die Härte sollte gemessen werden – selbst geringe Störungen in einem Weichmacher oder einem RO-Bypass könnten die Härte erhöhen und das Risiko von Ablagerungen erhöhen. Wenn die Härte über die Spezifikation (>0,1–0,2 ppm als CaCO₃) ansteigt, müssen die Betreiber möglicherweise die EDI-Rückgewinnung reduzieren oder eine präventive Entkalkung durchführen. Das Siliziumdioxid im Speisewasser sollte überwacht werden, wenn RO nicht im Doppelpass betrieben wird (einige Standorte umfassen auch einen Ionenaustausch- oder Adsorptionsteil für Siliziumdioxid, wenn die RO-Abweisung unzureichend ist). CO₂ wird über die Alkalität des Speisewassers oder einen CO₂-Sensor überwacht; hohes CO₂ kann durch eine Entgasungsmembran oder einen Zwangsentgasungsbrenner vor EDI entfernt werden, um die Last auf das Anionenharz zu reduzieren. Oxidationsmittel (Chlor, Chloramin, Ozon) müssen im Speisewasser nicht nachweisbar sein – typischerweise <0,02 ppm freies Chlor – da diese die Ionenaustauschharze und Membranen angreifen und sie irreversibel schädigen. Online-ORP- oder Chlor-Monitore werden häufig nach der Zugabe von Aktivkohle oder Natriumbisulfit (gängige Methoden zur Dechlorierung des Speisewassers) verwendet, um sicherzustellen, dass kein Oxidationsmittel durchbricht. Der SDI (Silt Density Index) des Speisewassers oder die Trübung werden ebenfalls berücksichtigt; obwohl RO Partikel behandeln sollte, kann jede kolloidale Verunreinigung, die in EDI entkommt, das Harzbett verstopfen. Die Trübung des EDI-Einspeisewassers wird typischerweise auf <0,1 NTU gehalten.
Produktwasserqualitätsüberwachung: Das primäre Produktparameter ist der Widerstand (oder die Leitfähigkeit). Hoher Widerstand (in MΩ·cm) ist das Ziel; jeder Rückgang des Widerstands weist auf ein Leistungsproblem hin. Online-Widerstandsmesser (temperaturkompensiert auf 25 °C) werden an EDI-Ausgängen verwendet – zum Beispiel könnte eine kontinuierliche Messung von >15 MΩ·cm von einem Prozess gefordert werden, mit Alarmen, wenn sie darunter fällt. Plötzliche Abnahmen des Widerstands könnten auf einen Anstieg der Verunreinigungen im Zulauf, Erschöpfung des Harzes (wenn der Strom unzureichend ist) oder einen Ausfall wie eine rissige Membran hinweisen, die Leckagen verursacht. Durch die Verfolgung von Widerstandstrends können Betreiber schrittweise Verunreinigungen oder sprunghafte Veränderungen erkennen. In kritischen Anwendungen werden auch die Siliziumgehalte im Produkt gemessen (z.B. mit Online-Siliziumanalysatoren in Kraftwerken), da ein Siliziumdurchbruch auftreten kann, bevor die allgemeine Leitfähigkeit steigt (Silizium ist schwach leitfähig). Darüber hinaus wird der pH des Produkts manchmal überwacht; EDI-Produktwasser hat oft einen leicht erhöhten pH (7–9) aufgrund von Spuren von OH⁻-Leckagen, aber ein drastischer pH-Wertwechsel könnte auf ein Ungleichgewicht bei der Kationen-/Anionenentfernung hinweisen (zum Beispiel, wenn das Anionenharz erschöpft ist, könnte CO₂ durchkommen und den pH-Wert senken).
Überwachung des Konzentratsstroms: Der Konzentratsstrom (Abfall) transportiert Verunreinigungen, und sein Zustand kann die Lebensdauer der EDI beeinflussen. Die Betreiber stellen sicher, dass die Flussrate des Konzentrats innerhalb des Designs liegt und überwachen oft die Konzentrationsleitfähigkeit und den pH-Wert. Eine sehr hohe Konzentratsleitfähigkeit könnte eine übermäßige Ionenladung oder unzureichendes Spülen bedeuten (was das Risiko einer Ausfällung von Salzen in den Konzentratskammern birgt). Ein hoher pH-Wert des Konzentrats (aufgrund der OH⁻-Ansammlung durch Wasserspaltung) kann auf eine mögliche Skalierung hinweisen (CaCO₃ oder Mg(OH)₂ oder SiO₂, wenn diese Ionen vorhanden sind). Einige Systeme lassen einen kleinen Teil des Konzentrats ab, oder dosieren Säure, um den pH-Wert bei Bedarf zu kontrollieren. Außerdem wird der Druck am Konzentratsausgang überwacht, um das leichte negative Differential im Verhältnis zur Verdünnung wie erwähnt aufrechtzuerhalten; wenn ein Konzentratsfluss blockiert oder ein Ventil falsch eingestellt ist und hohen Druck verursacht, könnte das Konzentrats zurück in die Produktseite gedrängt werden – ein Zustand, den es zu vermeiden gilt.
Flussbilanz und Rückgewinnung: Während des Betriebs wird das Verhältnis des Verdünnungsflusses (Produkt) zum Konzentratsfluss gemäß den Spezifikationen aufrechterhalten. Wenn der Produktfluss erhöht wird, könnte es notwendig sein, den Konzentratsfluss oder die Rückführung anzupassen, um die Rückgewinnung im Bereich zu halten. Die meisten Systeme verfügen über Rotameter oder Durchflusssensoren für Produkt-, Konzentrats- und Elektrodenspülströme – diese sollten regelmäßig überprüft werden. Ein Niedrigflussalarm für Produktwasser wird normalerweise installiert, um zu verhindern, dass das Modul mit unzureichendem Fluss betrieben wird (was zu lokaler Erwärmung und Harzverderb führen kann). Tatsächlich sind EDI-Module oft durch Sicherheitsvorrichtungen geschützt: ein Mindestfluss-Schalter am Produkt (verdünnten) Leitung, um den Gleichstrom abzuschalten, wenn der Fluss zu niedrig ist, und Druckentlastungen, um Überdruck zu vermeiden. Die Betreiber sollten überprüfen, ob diese Sicherheitskontrollen funktionsfähig sind. Die empfohlene Flussverteilung (z. B. Produkt vs. Konzentrate vs. Elektrodenspülung) aufrechtzuerhalten ist wichtig. Jede längere Unausgewogenheit (wie kein Fluss bei der Elektrodenspülung) kann zu Ablagerungen oder Austrocknung in Teilen des Moduls führen.
Elektrische Parameter: Der Ausgangsstrom und die Spannung der Gleichstromversorgung sollten kontinuierlich überwacht werden. Viele EDI-Systeme haben eine Ampereanzeige und arbeiten oft mit einem festgelegten Strom. Der Stromverbrauch spiegelt wider, wie viel ionische Last verarbeitet wird – wenn sich die Wasserqualität verschlechtert, kann das Modul mehr Strom verlangen (wenn es im Konstantspannungmodus betrieben wird) oder die Produktqualität sinkt (wenn der Strom begrenzt ist). Typischerweise werden die Systeme im konstanten Strommodus betrieben: der Strom ist auf einen Wert über dem theoretischen Minimum für den TDS des Speisewassers festgelegt. Die Spannung schwankt dann auf das, was benötigt wird, bis zu einem Maximum. Die Betreiber behalten die Spannung im Auge: Wenn sie sich der Grenzwerte der Stromversorgung nähert, kann dies darauf hinweisen, dass die Zellen weniger leitfähig werden (mögliche Verunreinigung). Ein plötzlicher Rückgang der erforderlichen Spannung kann auf ein Leck oder einen Kurzschluss (Verlust des Widerstandspfades) hinweisen. Einige Systeme integrieren sowohl Strom- als auch Spannungsalarme. Es ist auch eine gute Praxis, die Stromeffizienz (Verhältnis der ionischen Entfernung entsprechend dem durchgeführten Strom) regelmäßig als Diagnose der Leistung aufzuzeichnen. Im Laufe der Zeit, wenn Verkalkung auftritt, könnte der Anteil des Stroms, der in nützliche ionische Entfernung fließt, sinken (mehr geht in die Wasserzerlegung), was aus den Veränderungen der Leitfähigkeit des Konzentratstroms im Vergleich zum Strom abgeleitet werden kann.
Verhinderung von Verunreinigungen und Ablagerungen: Um Langlebigkeit zu gewährleisten, bemühen sich die Betreiber, die EDI sauber zu halten. Wartung der Vorbehandlung ist der Schlüssel – z. B. sicherstellen, dass die RO-Membranen funktionieren und keine übermäßige Härte oder organische Stoffe durchlassen. Die vorgelagerten Kartuschenfilter sollten planmäßig ausgetauscht werden, um zu verhindern, dass Partikel das Harz verunreinigen. Wenn die Gefahr von organischen Verunreinigungen besteht (z. B. wenn das Zulaufwasser einen hohen TOC- oder biologischen Gehalt aufweist), kann das Hinzufügen einer UV-Lampe vor der EDI (um organische Verbindungen zu oxidieren) oder das Durchführen regelmäßiger Desinfektionen hilfreich sein. Einige Anlagen zirkulieren regelmäßig eine kalte Desinfektionslösung (wie verdünntes NaOH oder ein spezielles Biozid) durch die EDI, um Biofilme zu verhindern, obwohl der Bedarf verringert ist, da das elektrische Feld und die Hochreinheitsbedingungen nicht günstig für Mikroben sind.
Kontinuierliches Protokollieren: Moderne EDI-Anlagen verfügen über Instrumente, um Drücke, Durchflüsse, Widerstände, Temperaturen usw. aufzuzeichnen. Regelmäßige Überprüfung dieser Protokolle kann subtile Trends aufzeigen – zum Beispiel könnte ein langsam sinkender Produktwiderstand über Wochen auf Verunreinigungen hindeuten, die der Betreiber angehen kann, bevor sie Alarmstufen erreichen. Das Protokollieren hilft auch bei der Fehlersuche, wenn ein Ausreißer auftritt.
Zusammenfassend sollte der Betreiber eine EDI ähnlich wie eine RO- oder andere kritische Wassereinheit behandeln – stabile Betriebsbedingungen aufrechterhalten, die Zufuhr innerhalb der Spezifikation halten und auf jeglichen Alarm oder Auftreten von Abweichungen sofort reagieren. Dadurch wird die EDI kontinuierlich hochwertiges Wasser produzieren und die Module werden ihre erwartete Lebensdauer erreichen. Viele Systeme können jahrelang mit minimalen Eingriffen abgesehen von routinemäßiger Überwachung betrieben werden, insbesondere wenn die Vorbehandlung robust ist.
Entwurf und Installationsüberlegungen für EDI-Systeme
Bei der Planung der Installation eines EDI-Systems müssen mehrere technische Faktoren berücksichtigt werden, um eine erfolgreiche Integration und einen reibungslosen Betrieb sicherzustellen:
Vorbehandlungsanforderungen: EDI ist kein eigenständiger Reinigungsschritt; es stützt sich auf vorgelagerte Behandlungen zur Reduzierung der Last. Umkehrosmose ist praktisch immer erforderlich vor EDI, da sie den TDS um 90–99% senkt und dadurch eine geeignete Zufuhr bietet. Zusätzlich kann eine vorgelagerte Entsalzung (Ionenaustausch oder Antiskalierungszugabe) erforderlich sein, um die RO (und damit das EDI) vor Härte zu schützen. Eine Entgasungsanlage (Membrandegasierer oder Dekarbonisierer), um CO₂ aus dem RO-Durchlässigkeitswasser zu entfernen, wird oft eingebaut, um die ionische Last auf EDI zu reduzieren (indem die Bildung von Bikarbonat verhindert wird). Aktivkohlefilter oder chemische Dechlorierung sind obligatorisch, um Chlor/Oxidationsmittel vor der RO zu entfernen, damit keines das EDI erreicht. Stellen Sie im Wesentlichen sicher, dass die Zufuhr jederzeit alle von dem EDI-Hersteller empfohlenen Qualitätsanforderungen (Leitfähigkeit, SDI, Härte, Silizium, TOC, Chlor usw.) erfüllt. Wenn die Qualität des Quellwassers variabel ist, sollten robuste Vorbehandlungssysteme und möglicherweise Redundanz vorhanden sein; EDI ist empfindlich auf Abweichungen außerhalb seines Entwurfsbereichs.
Systemgröße und Modulkonfiguration: Bestimmen Sie die erforderliche Produktflussrate und wählen Sie entsprechend die Anzahl und Größe der EDI-Module aus. EDI-Module sind in verschiedenen Kapazitäten erhältlich – zum Beispiel produzieren einige Module jeweils ~2 m³/h, sodass größere Flussysteme mehrere Module parallel verwenden. Module können auch in Serie geschaltet werden für zusätzliche hohe Reinheit (seltener, da ein Modul nach der RO normalerweise ausreicht). Das Systemdesign sollte Platz für das EDI-Gerüst vorsehen, einschließlich der Gleichstromversorgung (Gleichrichter) und des Steuerpults. Der Gleichstromgleichrichter muss so dimensioniert sein, dass er den gesamten Strom für alle Module bei der erforderlichen Spannung liefern kann. Wenn 4 Module mit jeweils bis zu 9 A verwendet werden, sollte die Versorgung ~36 A bei der erwarteten Spannung (die je nach Moduldesign 100–300 VDC betragen kann) bereitstellen können. Es ist ratsam, einen gewissen Spielraum in der Leistungsfähigkeit der Stromversorgung einzuplanen. Ein angemessenes elektrisches Design einschließlich Erdung ist entscheidend – alle Rohrleitungen und Module sollten geerdet sein, da das Wasser und die Ausrüstung während des Betriebs im Vergleich zum Erdpotential unter Hochspannung stehen. Sicherheitsverriegelungen (Türschalter an elektrischen Schaltkästen usw.) und die Einhaltung elektrischer Vorschriften sind für die Sicherheit der Bediener zwingend erforderlich.
Hydraulische Integration: Die EDI-Module sind typischerweise auf einem Gestell montiert mit Verteiler für Zufuhr, Produkt und Konzentrat. Die Zufuhrpumpe für EDI (oft wird die Hochdruckpumpe der RO verwendet, zusammen mit einem Drosselventil, oder eine Boosterpumpe wird hinzugefügt) muss den erforderlichen Durchfluss und Druck liefern. Stellen Sie sicher, dass die Zufuhrpumpe den benötigten Durchfluss bei etwa 40–80 psi (typischer Betriebsdruck) aufrechterhalten kann, um den Durchflusswiderstand der EDI-Module zu überwinden. Ein Durchflussregelventil oder Durchflussmesser in der Produktleitung wird verwendet, um den Produktfluss einzustellen. Die Konzentrationsleitung hat normalerweise einen Durchfluss oder einen Restriktor, um das Verhältnis einzustellen. Planen Sie eine Möglichkeit zur Entsorgung oder Wiederverwendung des Konzentrats – z. B. ein Abfluss mit einem Luftspalt (da das Konzentrat eine kleine Menge Wasserstoffgas und Verunreinigungen enthalten kann) oder Rohre, um es in den RO-Zuftank zur Wiederverwertung zu leiten (mit geeigneten Regelungen). Bei der Wiederverwertung des Konzentrats sollte berücksichtigt werden, dass CO₂ oder Siliziumdioxid, das es enthält, wieder in das RO-Zufluss zurückgeführt wird, was möglicherweise Anpassungen bei der RO-Rückgewinnung oder einen Entgaser im Recyclingkreis erfordert. Darüber hinaus müssen die Konzentrats- und Elektrodendströme möglicherweise von den an den Elektroden erzeugten Gasen (H₂, O₂) befreit werden. Während der Installation werden oft Entlüftungsöffnungen oder Entgassseparatoren in der Rücklaufleitung des Konzentrats installiert, um Wasserstoffgas sicher abzulassen und eine Ansammlung zu vermeiden (gemäß Sicherheitsrichtlinien sollte H₂ in geschlossenen Räumen unter 25 % seiner unteren Explosionsgrenze bleiben).
Materialkompatibilität: Stellen Sie sicher, dass alle Materialien, die mit Wasser im EDI-Kreis in Kontakt kommen, kompatibel sind und keine Ionen auslaugen. Typischerweise sind die Rohrleitungen aus UPVC, Polypropylen oder Edelstahl. Vermeiden Sie Messing, Kupfer oder Materialien, die Ionen hinzufügen könnten. Vermeiden Sie auch Materialien, die organische Stoffe abgeben. Die Materialien des EDI-Moduls (Harz, Membranen, Gehäuse) werden vom Hersteller für Reinheit ausgewählt; achten Sie lediglich darauf, dass Dichtungen und Klebstoffe im restlichen System ebenfalls sauber sind. Wenn die Anwendung pharmazeutisch ist, müssen die Materialien möglicherweise den FDA-Anforderungen entsprechen oder auf Rückstände validiert werden.
Umwelt und Installationsort: EDI-Einheiten müssen in Innenräumen installiert werden, geschützt vor extremen Temperaturen und Sonnenlicht. Die Umgebungstemperatur sollte im Betriebsbereich des Moduls bleiben (10–38 °C) und idealerweise in einem kontrollierten Raum sein, um die Wassertemperatur stabil zu halten. Gefrierbedingungen würden das Modul zerstören (Wassererweiterung), daher ist bei entsprechender Gefahr eine Wärmeleitung oder die Installation in Innenräumen erforderlich. Ebenso sollten hochfeuchte Umgebungen vermieden werden, um die elektrischen Geräte zu schützen (max. 90% Feuchtigkeit gemäß einigen Spezifikationen). Vibrationen sollten minimiert werden; der Sockel sollte auf einem stabilen Boden stehen, da übermäßige Vibrationen Verbindungen lösen oder das Harzpack beschädigen könnten. Es sollte Platz für Wartungszugang reserviert werden – z. B. Raum, um Module bei Bedarf zu trennen und zu ersetzen sowie für Anschlüsse der chemischen Reinigungsgeräte.
Instrumentierung und Steuerungen: Ein gut gestaltetes EDI-System wird Instrumentierungen für alle kritischen Parameter umfassen. Installieren Sie mindestens Sensoren für: Speisewasserleitfähigkeit, Produktwiderstand, Produktfluss, Konzentratfluss, Speise- und Auslassdrücke sowie Temperatur. Oft werden optionale Sensoren für Speise-pH, Produkt-Silicium usw. integriert, wenn der Prozess strenge Kontrollen erfordert. Sicherheitsverriegelungen sollten das EDI mit dem vorgelagerten RO verbinden – typischerweise läuft das EDI nur, wenn das RO-Permeat innerhalb der Spezifikationen ist und fließt; wenn RO abgeschaltet ist oder die Wasserqualität schlecht ist (z. B. hohe Leitfähigkeit), kann das EDI-Modul umgangen oder abgeschaltet werden, um es zu schützen. Fügen Sie eine Umgehungsleitung hinzu, um Wasser während des Starts oder der Wartung um das EDI herum abzuleiten, damit Sie weiterhin Wasser (obwohl mit niedrigerer Reinheit) an die Benutzer liefern können, wenn erforderlich. Steuerungssysteme (PLC/HMI) können die EDI-Überwachung und -Alarme in die gesamte Wasserwerksteuerung integrieren. Alarme für hohe Produktleitfähigkeit, niedrigen Fluss, hohen Druck usw. sollten eingerichtet werden, um die Betreiber zu informieren oder die Modulstromversorgung abzuschalten, bevor Schäden auftreten. In Kraftwerken oder kontinuierlicher Fertigung könnten diese Alarme mit dem DCS des Werks verbunden sein.
Inbetriebnahme und Erststart: Bei der Installation umfasst die erste Inbetriebnahme das Spülen des Systems mit RO-Durchlässigkeit, die Überprüfung auf Lecks und das Einschalten der EDI-Module. Oft benötigt ein neues EDI-Modul einige Zeit (einige Stunden bis zu einem Tag), um die maximale Reinigungsqualität zu erreichen, da das Harz möglicherweise vollständig in H⁺/OH⁻-Form durch die elektrische Regeneration umgewandelt werden muss. Während des ersten Starts empfehlen Hersteller möglicherweise, Wasser in einem Kreislauf zu zirkulieren und für einige Stunden (elektro-regenerationszeit) einen hohen Strom anzuwenden, bevor das Produktwasser verwendet wird. Zum Beispiel kann eine erste Regeneration von 8–24 Stunden erforderlich sein, damit ein neues Modul eine Qualität von 16+ MΩ·cm erreicht. Die Planung dieses Inbetriebnahmeschrittes ist wichtig, damit die Produktionspläne dafür berücksichtigt werden. Danach kann Wasser weitergeleitet werden (normalerweise nach Überprüfung der Qualität durch Labortests).
Die Berücksichtigung all dieser Faktoren in der Entwurfs-/Installationsphase wird die Grundlage für einen zuverlässigen EDI-Betrieb schaffen. Es ist entscheidend, die Richtlinien des Lieferanten zu den Grenzen des Rohwassers, zur Sanitärinstallation und zur elektrischen Anschaltung zu befolgen. Jedes EDI-Modell hat ein detailliertes Handbuch, das diese Anforderungen spezifiziert, und die Einhaltung dieser (z. B. Vorfilterbewertung, Pumpengrößen, elektrische Verdrahtungspraktiken) stellt sicher, dass das System wie vorgesehen funktioniert und die Garantien gültig bleiben.
Wartung, Fehlersuche und Modullebensdauer
Einer der Vorteile von EDI ist die Reduzierung der routinemäßigen Wartung im Vergleich zu chemisch regenerierten Ionenaustauschern. EDI-Systeme erfordern jedoch dennoch eine sorgfältige Wartung und gelegentliche Eingriffe, um die Leistung über Jahre hinweg aufrechtzuerhalten. Im Folgenden finden Sie Wartungsverfahren, Tipps zur Fehlersuche und Erwartungen hinsichtlich der Modullebensdauer:
Routinemäßige Überwachung und präventive Wartung
Wie in den operationellen Überlegungen besprochen, überwachen Sie kontinuierlich die Qualität und die Systemparameter. Führen Sie Protokolle und suchen Sie nach Trends. Tägliche/Schichtprüfungen können das Aufzeichnen des Produktwiderstands, der Speisewasserleitfähigkeit, der Durchflussraten, des Drucks und von Stromspannung umfassen. Stellen Sie sicher, dass keine Alarme oder Abweichungen auftreten. Überprüfen Sie regelmäßig die Funktion der Instrumente (kalibrieren Sie die Leitfähigkeits-/Widerstandsmesser usw. nach Plan). Zusätzlich überprüfen Sie visuell den Konzentratsabfluss – achten Sie auf Anzeichen von Ausfällungen (Trübung oder Ablagerungen im Abfluss oder an der Abflussdüse) und kontrollieren Sie die Transportleitung oder -öffnungen auf Verstopfung. Wenn ein separater Elektroden-Spülstrom verwendet wird, prüfen Sie dessen Durchfluss und dass der Ausgang nicht blockiert ist (Elektroden-Spülung geht oft zum Abfluss oder zurück zum Speichertank; bei Blockierung kann es zu Gasansammlungen kommen). Im Normalbetrieb reinigen sich EDI-Module von kleineren Verunreinigungen (aufgrund der kontinuierlichen Ionenwäsche), aber die vorbeugende Wartung konzentriert sich darauf, das Speisewasser innerhalb der Spezifikationen zu halten – z. B. ersetzen Sie regelmäßig Vorfilter (5 Mikrometer oder 1 Mikrometerfilter), warten Sie die RO nach Bedarf (Reinigungen, Membranwechsel), um die nachgeschaltete EDI zu schützen.
Reinigungsverfahren
Im Laufe der Zeit können Leistungsprobleme wie ein allmählicher Rückgang der Produktwiderstandsfähigkeit oder ein Anstieg des Druckabfalls auf Verstopfungen oder Ablagerungen hinweisen, die eine Reinigung der EDI-Module erfordern. EDI-Systeme können gereinigt werden, indem geeignete Reinigungschemikalien durch die Verdünnungs- und Konzentrationskammern zirkuliert werden (ähnlich wie CIP – Clean-In-Place). Die Wahl der Reinigungsflüssigkeit hängt von der Art des Verunreinigungsmittels ab:
Ablagerungen (Mineralablagerungen wie Calciumcarbonat oder Metallhydroxide)
Die empfohlene Reinigung besteht typischerweise aus einer verdünnten Säure. Zum Beispiel kann ~2% Salzsäure (HCl) oder Zitronensäure Ca/Mg-Ablagerungen auflösen. Die Säurereinigung verwandelt das Harz vorübergehend in die Salzformen, aber dies wird während des Wiederbetriebs wiederhergestellt.
Organische oder biologische Verunreinigungen, Siliciumdioxidlagerungen
Eine grundlegende (hohe pH-Wert) Reinigung wird verwendet. Eine verdünnte Natronlauge (NaOH) Lösung von etwa 1% ist oft effektiv, um organische Substanzen oder Biofilme zu entfernen und um Silikatablagerungen aufzulösen. Natronlauge wird organische Säuren aus dem Harz elutrieren und Biofilme hydrolysieren. Manchmal wird eine kombinierte Reinigung durchgeführt (Natronlauge gefolgt von Säure), wenn gemischte Verunreinigungen vermutet werden, aber man muss zwischen den Chemikalien gründlich spülen, um eine Reaktion zu vermeiden (z.B. Säure + Base Mischung).
Physikalisches Spülen
Zusätzlich zu Chemikalien kann ein Hochfluss-Spülvorgang mit deionisiertem Wasser helfen, lose gefangene Partikel oder Harzfeinanteile (falls vorhanden) zu lösen. Stellen Sie sicher, dass die Geschwindigkeiten das Harzbett nicht beschädigen, aber eine vorübergehende Erhöhung des Durchflusses kann während der Reinigung verwendet werden, um Ablagerungen zu entfernen.
Die Reinigung erfolgt normalerweise mit der DC-Stromversorgung aus (kein Stromfluss), um elektrochemische Reaktionen mit den Reinigungschemikalien zu vermeiden. Das Verfahren besteht darin, die Reinigungsflüssigkeit durch die Module (häufig sowohl die verdünnten als auch die konzentrierten Seiten gleichzeitig) für eine vorgeschriebene Zeit (z.B. 30–60 Minuten) zirkulieren zu lassen und dann gründlich mit hochreinem Wasser zu spülen. Es ist entscheidend, alle Reinigungsmittel auszuspülen, da verbleibende Säuren oder Laugen das Harz oder die Membranen schädigen könnten, wenn die Stromversorgung eingeschaltet wird. Nach dem Spülen müssen die Module normalerweise erneut elektrisch "regeneriert" werden – d.h. das EDI bei normalem oder leicht erhöhtem Strom mit frischem RO-Wasser in einem Kreislauf betreiben, bis die Produktqualität den Spezifikationen entspricht. Die Betreiber überprüfen die Leistung nach der Reinigung, indem sie sicherstellen, dass die Produktwiderstandsfähigkeit und andere Parameter den Werten vor der Reinigung entsprechen oder diese verbessern. Alle Reinigungsereignisse sollten in den Wartungsprotokollen dokumentiert werden, in denen die Ursache (z.B. Druckabfall, Leitfähigkeitssteigerung) und die Ergebnisse vermerkt werden, da dies hilft, die zukünftige Wartungsplanung zu optimieren.
Fehlerbehebung bei häufigen Problemen
Reduzierte Produktqualität (niedriger Widerstand)
Dies ist das häufigste Problem, das das Troubleshooting auslöst. Wenn die Widerstandsfähigkeit sinkt, überprüfen Sie zuerst das Zulwasser – hat die Leitfähigkeit oder CO₂ plötzlich zugenommen? Wenn ja, gehen Sie das Zulwasser an (RO-Probleme usw.). Überprüfen Sie, ob der Gleichstrom auf dem Sollwert ist; ein Fehler in der Stromversorgung oder ein Bedienfehler könnte den Strom zu niedrig machen. Untersuchen Sie auch den Konzentratfluss – wenn der Konzentrat- oder Elektroden-Spülfluss gestoppt ist (z. B. aufgrund eines Pumpen- oder Ventilproblems), könnte das Modul Ionen angesammelt haben. Die Lösung wäre, die Flüsse wiederherzustellen und möglicherweise eine Weile umzukehren, um sich zu erholen. Wenn Zulwasser und Flüsse in Ordnung sind, könnte das Problem eine Verunreinigung sein: beispielsweise wird organische Verunreinigung auf Harz die Austauschfähigkeit reduzieren. In diesem Fall planen Sie eine Reinigung (typischerweise eine alkalische Reinigung für organische Stoffe). Nach der Reinigung sollten Sie die Qualität erneut testen. Wenn die Qualität sich immer noch nicht verbessert, könnte dies auf irreparable Schäden (wie Harzoxidation oder Vergiftung) hindeuten. An diesem Punkt könnte ein Modulwechsel notwendig sein.
Erhöhter Druckabfall
Wenn der Druck über das EDI-Modul signifikant steigt, deutet dies auf Verstopfungen in den Strömungskanälen (Harz oder Abstände) hin. Wahrscheinliche Übeltäter: Partikelverschmutzung oder Ablagerungen. Überprüfen Sie den Zustand des Zufuhr-SDI/Filters. Wenn Ablagerungen (z. B. CaCO₃) vermutet werden, ist eine Säuberung mit Säure erforderlich. Bei Partikeln kann manchmal eine einfache Hochdurchfluss-Spülung Schmutz herausschieben. Stellen Sie sicher, dass keine Ventile teilweise geschlossen sind. Ein anhaltend hoher Differenzdruck kann das Harzbett komprimieren und die Leistung weiter beeinträchtigen, daher sollte dies umgehend behoben werden. In extremen Fällen muss das Modul möglicherweise auseinander genommen (sofern möglich) oder ersetzt werden, wenn ein Kanal dauerhaft blockiert ist. Prävention durch ordnungsgemäße Vorfiltration ist entscheidend, wie von den Herstellerwarnungen angegeben, dass die Interstice des EDI-Harzes verstopfen und die Leistung schnell beeinträchtigen können, wenn sie Partikeln ausgesetzt sind.
Elektrische Anomalien (Hohe Spannung oder Auslösungen)
Wenn die Spannung des Systems plötzlich über das Normalniveau bei dem festgelegten Strom ansteigt, deutet dies darauf hin, dass der Stapelwiderstand gestiegen ist – wahrscheinlich aufgrund von Verkalkung auf den Membranen oder Harztrocknung. Eine Schicht aus Ablagerungen auf einer Membran wird den Ionenausfluss behindern und den Widerstand erhöhen; die Lösung ist chemische Reinigung (passende Säure oder Base, je nach Ablagerung). Harztrocknung (zum Beispiel, wenn ein EDI versehentlich ohne Wasserfluss für eine gewisse Zeit betrieben oder unsachgemäß gelagert wurde) kann zu Kontaktverlust führen; die einzige Lösung für trockenes Harz ist normalerweise der Austausch, da Risse und Lufttaschen entstehen. Wenn die Stromversorgung auslöst, überprüfen Sie auf Erdungsprobleme oder Kurzschlüsse – eine häufige Ursache sind Wasserlecks in den elektrischen Anschlüssen oder eine beschädigte Membran, die einen direkten Kurzschluss der Elektroden verursacht. Das erfordert eine physische Inspektion und möglicherweise eine Modulreparatur oder -ersatz.
Leckage von Harzkügelchen
Obwohl es bei normalem Betrieb selten vorkommt, könnten Sie, wenn eine Dichtung im Modul ausfällt, Harzkügelchen in den Rohrleitungen oder Filtern nachgeschaltet sehen. Dies würde erfordern, das Modul offline zu nehmen und es zu reparieren oder zu ersetzen, da ein interner Komponentenfehler aufgetreten ist.
Produktwasser-pH außerhalb der Spezifikation
Wenn der pH-Wert des Produkts in ungewöhnlicher Weise weit vom Neutralwert abweicht, könnte dies auf ein Ungleichgewicht hinweisen (z. B. nur Kationentfernung, aber keine Anionenentfernung oder umgekehrt). Dies könnte passieren, wenn ein Typ von Membran beschädigt oder ein Typ von Harz verstopft ist. Beispielsweise könnte, wenn Anionenharz verstopft ist, Siliziumdioxid oder CO₂ hindurchgehen, was den pH-Wert senkt. Die Lösung würde auf diese spezifische Verstopfung abzielen (leicht alkalische Reinigung für organische Stoffe, die oft Anionenharz verstopfen).
Bei der Fehlersuche ist ein systematischer Ansatz am besten: Überprüfen Sie die Qualität des Zulaufs, dann die Betriebsbedingungen des Moduls (Ströme, Durchfluss, usw.), dann ziehen Sie in Betracht, eine Reinigung durchzuführen, und falls das fehlschlägt, isolieren Sie das Problem auf ein bestimmtes Modul (in Mehrmodulsystemen), indem Sie die Module einzeln testen. Viele EDI-Systeme haben mehrere Module; durch den Vergleich der Leistung jedes einzelnen (wenn individuelle Messungen verfügbar sind) kann man feststellen, ob ein einzelnes Modul problematisch ist und es vielleicht als letzte Möglichkeit austauschen.
Erwartungen an die Lebensdauer von Modulen
Mit der richtigen Pflege haben EDI-Module eine lange Lebensdauer. Es gibt Installationen, die dieselben Module seit 5–10 Jahren oder mehr ohne Austausch betreiben. Eine typische erwartete Lebensdauer wird oft mit mehr als 5 Jahren kontinuierlichem Betrieb angegeben, vorausgesetzt, das Speisewasser liegt konstant innerhalb der Spezifikationen und es wird regelmäßige Wartung durchgeführt. In einigen Fällen können Module weit über diese Zeit hinaus („viele Jahre“) halten, bevor der Abbau von Harz oder Membran einen Austausch erforderlich macht. Die Faktoren, die typischerweise das Ende der Lebensdauer eines EDI-Moduls bestimmen, sind: irreversibles Verstopfen (durch organische Stoffe, Silizium usw.), Harzoxidation (durch einen Chlorvorfall oder jahrelange Spurenexposition, die zu einem Kapazitätsverlust führen), oder physische Abnutzung (Membranalterung, Dichtungsleckagen). Wenn die Produktwasserqualität auch nach gründlicher Reinigung und Wiederaufbereitung nicht mehr aufrechterhalten werden kann, ist das ein Zeichen dafür, dass das Modul ersetzt werden sollte. Um die Lebensdauer zu maximieren: hervorragende Vorbehandlung aufrechterhalten (keine Oxidantien, niedriger TOC usw.), das Modul nicht mit plötzlichen Durchfluss- oder Leistungsänderungen schockieren, unnötige Abschaltungen vermeiden (wenn möglich bei niedriger Last laufen lassen, anstatt häufig anzuhalten) und das Modul immer feucht halten. Das EDI-Modul niemals während der Lagerung oder Abschaltung austrocknen lassen, da dies das Harz und die Membranen dauerhaft schädigen kann. Wenn ein EDI für längere Zeit offline genommen werden muss, sollte es gemäß den Herstelleranweisungen gelagert werden – normalerweise in einem vollen Wasserbehälter (oder einer Konservierungslösung) und versiegelt. Einige empfehlen eine periodische Zirkulation oder kurzzeitige Powerzufuhr während längerer Leerlaufzeiten, um das Harz in regenerierter Form zu halten. Hersteller geben oft an, dass Module monatelang im nassen Zustand gelagert werden können; beispielsweise gibt DuPont an, dass Module bis zu sechs Monate in der Originalverpackung mit entsprechenden Maßnahmen gelagert werden können.
Im Falle, dass ein Modul das Ende seiner Lebensdauer erreicht, umfasst der Austausch das Absenken des Drucks und das Isolieren des Moduls, das Trennen der elektrischen und sanitären Verbindungen sowie die Installation eines neuen Moduls. Das neue Modul erfordert das normale Startverfahren (Spülen und die anfängliche Regenerationsphase). Es ist eine gute Praxis, ein Ersatzmodul (oder zumindest kritische Ersatzteile wie ein Ersatznetzteil, zusätzliche Dichtungen) für Systeme bereitzuhalten, bei denen Ausfallzeiten kritisch wären. Mit einer guten Betriebsweise sollten tatsächliche Modulwechsel jedoch selten sein.
Zusammenfassend lässt sich sagen, dass die Wartung von EDI darauf abzielt, Probleme durch konsistente Operation und Vorbehandlung zu vermeiden und frühzeitig auf Ablagerungen zu reagieren, falls diese auftreten. Im Vergleich zu Ionenaustauschbehältern, die häufige chemische Regeneration oder Harzersatz benötigen, bietet EDI einen weniger aufwendigen Betrieb. Es ist jedoch keineswegs wartungsfrei – Fachleute für Wasseraufbereitung müssen ein Auge darauf haben und regelmäßige Reinigungen und Prüfungen durchführen. Bei ordnungsgemäßer Wartung arbeiten EDI-Module zuverlässig, und das System kann kontinuierlich mit minimalem Eingriff betrieben werden und eine stetige Menge hochreinen Wassers produzieren.
Designmerkmale und technische Spezifikationen des EDI-Moduls
EDI-Module verschiedener Hersteller können sich in Konstruktionsdetails unterscheiden, teilen jedoch gemeinsame Designelemente. Das Verständnis des allgemeinen Designs und der typischen Spezifikationen hilft bei der Bewertung und dem Vergleich von EDI-Systemen:
Konstruktion und Materialien
Die meisten EDI-Module sind in einer Platten- und Rahmen- oder Stapelkonfiguration ausgelegt, mit abwechselnden verdünnten und konzentrierten Kammern, die durch Ionenaustauschmembranen getrennt sind und mit Harz gefüllt sind. Typische Materialien sind PVC- oder Polypropylenrahmen, Ionenaustauschmembranen aus Folienpolymeren mit immobilisierten sulfonischen (Kationen) oder quartären Ammonium- (Anionen-)Gruppen und Mischbett-Ionenaustauschharz (stark saures Kation, starke basische Anionenharze in Granulatform). Endplatten halten den Stapel zusammen, und Elektroden (häufig aus inertem Material wie beschichtetem Titan oder Edelstahl) befinden sich an den Enden. Einige Designs, wie bestimmte zylindrische EDI-Module (z. B. von DuPont), verwenden einen spiralförmigen Flussweg für die Konzentration innerhalb eines Zylinders, bestehen jedoch weiterhin intern aus gestapelten Membranen und mit Harz gefüllten Kammern. Alle benetzten Materialien sind für hohe Reinheit und Kompatibilität ausgewählt; zum Beispiel werden Harze hoch regeneriert und gespült, um einen niedrigen TOC zu haben, Membranen sind ähnlich wie die, die in der Elektrodialyse verwendet werden (mit langer Lebensdauer und Widerstand gegen Bioverunreinigungen).
Vermischtes Harz
In jeder verdünnten Kammer ist gemischtes Ionenaustauschharz eng gefüllt. Das Harz hat typischerweise ein spezifisches Verhältnis von Kation zu Anion Harz (häufig 40:60 oder 50:50 nach Volumen), optimiert für Leitfähigkeit und Wasserspaltung. Die Harzkügelchen bieten die primäre Deionisationsaktion und auch einen Weg für elektrischen Strom (da das Wasser alleine zu widerstandsfähig wäre, wenn es deionisiert ist). Das Harzbett hilft auch, die Wasserspaltung bis zur benötigten Zeit zu verhindern, indem es ionische Leitfähigkeit in dem vorderen Teil der Zelle bereitstellt und dann die Wasserspaltung im späteren Teil erleichtert, indem es lokal hohe Feldzonen schafft. Die Größe und Art der Harzkügelchen können die Leistung beeinflussen (feineres Harz kann mehr Austauschplätze bieten, verursacht aber einen höheren Druckabfall; die meisten verwenden gleichmäßiges feines Maschenharz für eine ausgewogene Leistung).
Ionenaustauschmembranen
Jede Zelle ist von einer Kationenaustauschmembran (CEM) an der Seite, die der Kathode zugewandt ist, und einer Anionenaustauschmembran (AEM) an der Seite, die der Anode zugewandt ist, umgeben. Diese Membranen sind typischerweise dünne Platten (0,1–0,5 mm dick), die einen selektiven Durchlass von Gegenionen ermöglichen. Die Membranen verhindern das Austreten von Ko-ionen und stellen sicher, dass Ionen, die aus der Verdünnung entfernt werden, im Konzentrat bleiben. Die Qualität der Membranen (Selektivität und Widerstand) beeinflusst die Stapeleffizienz – eine hohe Selektivität ist erforderlich, damit praktisch keine Produktwasser-Ionen zurückdiffundieren. Membranen sind in der Regel stabile Polymere wie Polystyrol-Divinylbenzen mit funktionellen Gruppen (–SO₃⁻ für CEM, –NR₃⁺ für AEM). Sie sind oft mit Gewebe verstärkt, um Stärke zu gewährleisten. Der Membranabstand wird durch Dichtungen oder Abstandshalter aufrechterhalten, die auch die Flusskanäle definieren.
Strömungsverteilung
Innerhalb jeder Kammer kann es Abstandshalter oder Sieb geben, um Turbulenz und gleichmäßige Strömungsverteilung zu erzeugen. Einige Designs verwenden ausschließlich Harz, um den Raum zu füllen (das Harz fungiert als Abstandshalter), andere integrieren ein Sieb oder Netz, das das Harz an Ort und Stelle hält und den Fluss lenkt. "All-filled" Designs beziehen sich auf sowohl verdünnende als auch konzentrierende Kammern, die mit Harz gefüllt sind. Das Füllen der Konzentratskammern mit Harz (anstatt sie als offenen Fluss zu belassen) kann die Leitfähigkeit verbessern und die Ablagerung reduzieren, indem auch Ionen im Konzentrat ausgetauscht werden. Viele moderne EDI-Module verwenden All-filled Designs für eine bessere Effizienz.
Elektrische Konfiguration
Module haben zwei Elektroden: die Anode (positiv, normalerweise am Zuflussende oder an einem festgelegten Ende) und die Kathode (negativ, am gegenüberliegenden Ende). Sie verbinden sich mit einer Gleichstromquelle. Der Stromfluss verläuft von der Anode durch die Konzentrats-/Verdünnungsräume (über Ionen und Harz) zur Kathode. Die meisten Module behandeln die Elektrodenräume als getrennt vom Hauptfluss: Die Elektrodenkammern können mit einem kleinen Strom der gleichen Wasserversorgung (häufig als Elektrodenwäsche oder Elektrolytwäsche bezeichnet) versorgt werden, um die Produkte der Elektrodenreaktionen abzutransportieren (H₂-Gas an der Kathode, O₂ und möglicherweise Cl₂-Gas an der Anode, wenn Chlorid vorhanden ist). Dieser Elektrodenwäsche-Strom ist normalerweise ein Teil des Konzentrats oder eine separate Zuleitung; er wird als Abfall entsorgt. In Bezug auf die Verkabelung können mehrere Module parallel zur gleichen Stromquelle verkabelt werden (jedes sieht die gleiche Spannung) oder manchmal in Reihe für eine höhere Spannungsverteilung – aber parallel ist üblicher für gleichmäßige Leistung.
Typische Leistungsmerkmale
EDI-Module werden nach Flusskapazität, Produktqualität und anderen betrieblichen Grenzen bewertet. Zum Beispiel kann ein einzelnes Modul für Folgendes spezifiziert werden: Produktfluss 6–10 gpm (1,4–2,3 m³/h), das Widerstand ≥15 MΩ·cm unter den Entwurfsspeisebedingungen produziert. Rückgewinnung (Produkt/Speisung) kann abhängig von der Speisehärte bis zu 90–95% betragen. In Bezug auf Abweisungsrate entfernt EDI typischerweise >99% der Speisenionen; die Produktleitfähigkeit kann <0,1 µS/cm betragen, wenn die Speisung <20 µS/cm beträgt. Viele Anbieter geben an, dass ihr EDI Wasser mit 16–18 MΩ·cm aus RO-Permeat erzeugen kann, das z.B. 1–2 ppm TDS enthält. Silica im Produkt beträgt oft <0,1 ppm, wenn die Speisung <1 ppm ist. Die Betriebstemperatur liegt üblicherweise im Bereich von 5–35 °C (mit der besten Leistung nahe der Umgebungstemperatur ~20–25 °C). Erlaubter Speisedruck kann bis zu ~6–7 bar (90–100 psi) betragen, mit einem typischen Druckabfall pro Modul von etwa 1–2 bar (15–30 psi). Wenn der Druckabfall über ~3 bar ansteigt, ist eine Reinigung erforderlich. Module spezifizieren auch die maximale Speisenhärte, Silica, CO₂ und Chlor in quantitativen Begriffen (z.B. Härte <1 ppm als CaCO₃, Silica <1 ppm, freies Chlor <0,05 ppm, TOC <0,5 ppm usw.). Die Einhaltung dieser Spezifikationen ist notwendig, um die Leistungsgarantien zu erreichen.
Stromverbrauch
EDI ist relativ energieeffizient für das erreichte Reinheitsniveau. Der typische Stromverbrauch könnte etwa 0,1–0,3 kWh pro Kubikmeter Produkt betragen, abhängig von der Leitfähigkeit des Zuleitungswassers. Beispielsweise zeigt die Literatur, dass es etwa 1 kWh pro 1000 Gallonen (3,8 m³) benötigt, um Wasser von 50 µS/cm auf 10 MΩ·cm zu deionisieren. Das entspricht ungefähr 0,26 kWh/m³, obwohl der Energieverbrauch ansteigt, wenn die TDS des Zuleitungswassers höher ist oder wenn ultra-hohe Reinheit (18 MΩ·cm) benötigt wird (aufgrund des höheren Stroms für die Elektrolyse). Der Strom pro Modul kann bis zu ~10 A bei 100–150 V betragen, sodass jedes Modul etwa 1 kW verbrauchen könnte. In Mehrmodulsystemen skaliert die Leistung mit der Anzahl der Module.
Modulfläche und Anschlüsse
EDI-Module können in der Größe variieren. Einige sind zylindrische Einheiten mit einem Durchmesser von ~8–12 Zoll und wenigen Fuß hoch (diese enthalten oft einen spiralförmigen Stapel im Inneren) und wiegen etwa 50 kg. Andere sind rechteckige Kästen, die in einem Gestell verschraubt werden. Typischerweise hat jedes Modul Anschlüsse für Zufuhr, Produktabgabe, Konzentratabgabe und manchmal Konzentratzufuhr (wenn die Rekursion intern ist) sowie Elektrodenzufuhr/-abgabe. Skid-Designs bündeln diese oft, sodass der Bediener mit wenigen kombinierten Rohren anstelle vieler individueller Modulverbindungen umgehen kann. Schnellverschluss-Klemmen oder -Gelenke werden normalerweise bereitgestellt, um den Austausch von Modulen zu erleichtern. Die elektrischen Kabel von der Stromversorgung verbinden sich mit den Elektroden jedes Moduls (Reihe oder parallel). Diese müssen isoliert und oft wassergekühlt oder sorgfältig verlegt werden, um den Kontakt mit nassen Oberflächen zu vermeiden.
Entwurfsvariationen
Während das grundlegende Prinzip dasselbe ist, haben einige Hersteller proprietäre Designs. Zum Beispiel verwenden einige „Dünnzell“-Technologie, bei der die Verdünnungskompartimente sehr dünn sind, was die Distanz reduziert, die Ionen diffundieren müssen, was die Effizienz verbessern und eine etwas höhere Verunreinigung im Zufluss (wie eine höhere Silikat-Toleranz) ermöglichen kann. Andere haben segmentale Designs, bei denen ein Modul intern in Segmente elektrisch in Serie geteilt wird, um die Spannung besser zu nutzen. Neueste Innovationen umfassen Harz-Wafer oder geschichtete Harz-Membran-Strukturen (bei denen Harz in einer festen porösen Scheibe oder Folie gebunden ist), um den Kontakt zu verbessern und den Druckabfall zu reduzieren. Diese stellen jedoch fortgeschrittene Varianten dar und sind noch nicht in allen Branchen mainstream. Standardmodule werden ähnliche Leistungseigenschaften aufweisen.
Zusätzliche Ausrüstung
Ein EDI-System wird einen Gleichstromgleichrichter umfassen, der Wechselstromnetz speist und Gleichstrom mit der erforderlichen Spannung/Stromstärke ausgibt. Moderne Geräte sind festkörperbasiert und können vom System-PLC zum Anpassen des Stroms gesteuert werden. Der Skid wird auch über ein Bedienfeld und möglicherweise einen PLC mit HMI für den Betrieb verfügen. Darüber hinaus sind oft Reinigung- vor Ort (CIP)-Anschlüsse enthalten – Anschlüsse, an denen Reinigungsflüssigkeiten eingeführt werden können, um durch die Module zu zirkulieren. Sicherheitsmerkmale wie Druckentlastungsventile in der Konzentratleitung (um Membranen vor Überdruck zu schützen) und Entlüftungen für Gase wurden bereits erwähnt.
In technischen Datenblättern könnten Sie Spezifikationen sehen wie: „Produktwasserqualität: ≥16 MΩ·cm; Silikaleckage: <0,020 mg/L; CO₂-Entfernung: 90%; Nennrückgewinnung: 90%; Speiseanforderungen: <30 µS/cm, <0,5 ppm Härte, SDI<1, 5–35 °C; Stromversorgung: 48 V, 5 A pro Zellenpaar,“ usw. Diese geben ein Gefühl für Designziele und -grenzen. Die genauen Zahlen variieren je nach Modell und Hersteller, aber die Trends sind ähnlich: sehr hohe Produktreinheit, strenge Speisegrenzen und ein Design, das die Ionenentfernung maximiert und gleichzeitig die Skalierung minimiert.
Schließlich ist es erwähnenswert, dass EDI-Module normalerweise für reines Wasser in relativ sauberen Umgebungen betrieben werden; daher ist der mechanische Verschleiß minimal. Die wahrscheinlichsten Ersatzteile über die Zeit sind die Ionenaustauscherharze (die sich abbauen können) und Membranen. Einige Modulentwürfe ermöglichen eine Überholung (Austausch von Harzen oder Membranen im Inneren), aber viele sind ab Werk versiegelt und das gesamte Modul wird ausgetauscht, wenn die Leistung erschöpft ist. Bei der Auswahl eines EDI-Systems ist es genauso wichtig wie die anfänglichen Leistungsdaten, die Verfügbarkeit von Unterstützung und Ersatzteilen sowie den Ruf des Modellentwurfs (in Bezug auf Zuverlässigkeit und Wartungsfreundlichkeit) zu berücksichtigen.
Durch das Verständnis der EDI-Prozessphasen und die Kontrolle der Betriebsparameter können Ingenieure sicherstellen, dass ein Elektroionisationssystem konsequent ultrareines Wasser mit minimalen Ausfallzeiten produziert. EDI bietet eine überzeugende Lösung zum Polieren von Wasser auf die höchsten Qualitäten, die in der modernen Industrie benötigt werden – es liefert chemiefreie Regeneration, kontinuierlichen Betrieb und nachgewiesene Zuverlässigkeit, wenn es richtig gestaltet und verwaltet wird.
Vertraute Referenzen
Entdecken Sie die vertrauenswürdigen Marken, die auf unsere DI-Systeme setzen, und erkunden Sie alle unsere Referenzen mit einem einzigen Klick
Siehe unsere alle Referenzen





