
Elektrodejonizacja (EDI)
Elektrodejonizacja (EDI) to zaawansowana technologia uzdatniania wody, która produkuje ultrapurej wodę, usuwając rozpuszczone jony bez regeneracji chemicznej. Wykorzystując żywice wymiany jonowej, selektywne membrany i prąd elektryczny, systemy EDI skutecznie eliminują zanieczyszczenia, zapewniając wysoką jakość wody dla krytycznych zastosowań.
Technologia EDI wykorzystuje żywice wymiany jonowej i membrany do usuwania rozpuszczonych soli z wody, napędzana polem elektrycznym. Proces ten eliminuje potrzebę regenerantów chemicznych, czyniąc go przyjaznym dla środowiska i wydajnym pod względem kosztów. Dzięki ciągłemu działaniu i niskim wymaganiom konserwacyjnym, systemy EDI zapewniają niezawodną wydajność i minimalizują przestoje.
Systemy EDI odgrywają kluczową rolę w branżach takich jak farmaceutyki i elektronika, szczególnie w zastosowaniach wymagających wody wysokiej czystości, takich jak zasilanie kotłów i ultrapure płukanie. Ich niezawodność w spełnianiu rygorystycznych norm jakości sprawia, że są preferowanym rozwiązaniem we współczesnym uzdatnianiu wody.
Seria produktów elektrodejonizacji (EDI)
Sprawdź nasze grupy produktów zaprojektowane dla Twoich potrzeb
Systemy elektrodejonizacji typu laboratorium
Systemy elektrodejonizacji zaprojektowane do zastosowań w laboratoriach badawczych.


Zaprojektowane na zamówienie systemy EDI
Zaprojektowane na zamówienie systemy elektrodejonizacji dla zastosowań przemysłowych.

Systemy elektrodejonizacji typu laboratorium
Mini seria elektrodejonizacji typu laboratorium .
Systemy elektrodejonizacji (EDI), oferujące spektrum wydajności od 1 l/h do 8 l/h, są starannie zaprojektowane w celu generowania wody o wyjątkowej czystości, spełniającej rygorystyczne wymagania środowisk laboratoryjnych.

Seria elektrodejonizacji typu Maxi Lab
Te systemy dejonizacji, o wydajności przepływu od 10 l/h do 50 l/h, są zaprojektowane w celu dostarczenia wody o wysokiej czystości do działań laboratoryjnych z wyjątkową efektywnością i niezawodnością.
Przemysłowe systemy elektrodejonizacji (EDI)
Seria elektrodejonizacji przemysłowej (EDI)
Nasze systemy elektrodejonizacji (EDI), o wydajności od 0,25 m³/h do 50 m³/h, są zaprojektowane do produkcji ultra-czystej wody o oporności do 20 MΩ. Kompaktowe i wydajne, mogą być dostosowane jako rozwiązania typu plug-and-play, zapewniając płynne działanie.
Systemy zaprojektowane na miarę Twoich potrzeb
Odkryj dostosowane rozwiązania systemowe, zaprojektowane w celu spełnienia Twoich specyficznych wymagań. Popraw jakość wody i wydajność systemu dzięki naszym opcjom dostosowywania już dziś!

Telefon
Adres
Akçaburgaz, 3026. Sk No:28, 34522 Esenyurt/İstanbul TURKEY
Elektrodejonizacja (EDI) do oczyszczania wody
Elektrodejonizacja (EDI) to zaawansowana metoda oczyszczania wody, która produkuje wysokoczystą wodę dejonizowaną za pomocą połączenia żywic wymiany jonowej, membran selektywnych dla jonów oraz pola elektrycznego DC. Jest zazwyczaj stosowana jako krok polerujący po odwróconej osmozie (RO), usuwając pozostałe zanieczyszczenia jonowe, aby osiągnąć oporności do 15–18 MΩ·cm (jakość wody ultrapure). W przeciwieństwie do tradycyjnych wymienników jonowych z mieszanym łożem, które wymagają okresowej regeneracji chemicznej za pomocą kwasów i zasad, EDI działa ciągle i bez reagentów chemicznych, ponieważ pole elektryczne ciągle regeneruje żywice na miejscu. To sprawia, że EDI jest technologią „ekologiczną”, eliminującą niebezpieczne chemikalia regenerujące i odpady, a także redukującą koszty operacyjne i przestoje związane z regeneracją żywic. Moduły EDI są powszechnie określane jako systemy CEDI (ciągła elektrodejonizacja) ze względu na ich ciągłe działanie. Opracowane w latach 80-tych i skomercjalizowane pod koniec lat 80-tych, EDI stało się sprawdzoną technologią szeroko stosowaną w przemyśle wymagającym wody o wysokiej czystości.
Jak działa EDI
EDI łączy zasady konwencjonalnej elektrodializy i wymiany jonowej w jeden proces. W urządzeniu EDI woda przepływa przez komory wypełnione żywicą wymiany jonowej z mieszanym łożem, które znajdują się pomiędzy membranami wymiany kationowej i anionowej. Napięcie DC zastosowane wzdłuż stelaża powoduje, że kationy migrują w kierunku katody, a aniony w kierunku anody. Membrany selektywne dla jonów kierują te jony do sąsiednich kanałów koncentratu (odrzutowego), podczas gdy żywica ciągle wymienia jony i jest elektrycznie regenerowana. W zasadzie, EDI obejmuje trzy jednoczesne zjawiska:
Wymiana jonowa: Usuwanie jonów z wody przez żywice wymiany jonowej w obszarze rozcieńczonym (produktowym).
Elektromigracja (Elektrodializa):Oddzielanie jonów przez membrany pod wpływem pola elektrycznego, transportując usunięte jony do komór koncentratu.
Regeneracja elektrochemiczna: Regeneracja żywicy w miejscu poprzez rozkład wody – pole elektryczne powoduje, że woda dysocjuje na H⁺ i OH⁻, co ciągle ładował żywicę zdolnością wymiany.
Łącząc te etapy, EDI produkuje oczyszczoną wodę dejonizowaną w sposób ciągły. Poniższe sekcje dostarczają szczegółowego wyjaśnienia każdego etapu procesu EDI, parametrów operacyjnych do monitorowania, typowych usuwanych zanieczyszczeń, zastosowań oraz ważnych rozważań projektowych, operacyjnych i konserwacyjnych dla systemów EDI.
Proces i etapy EDI
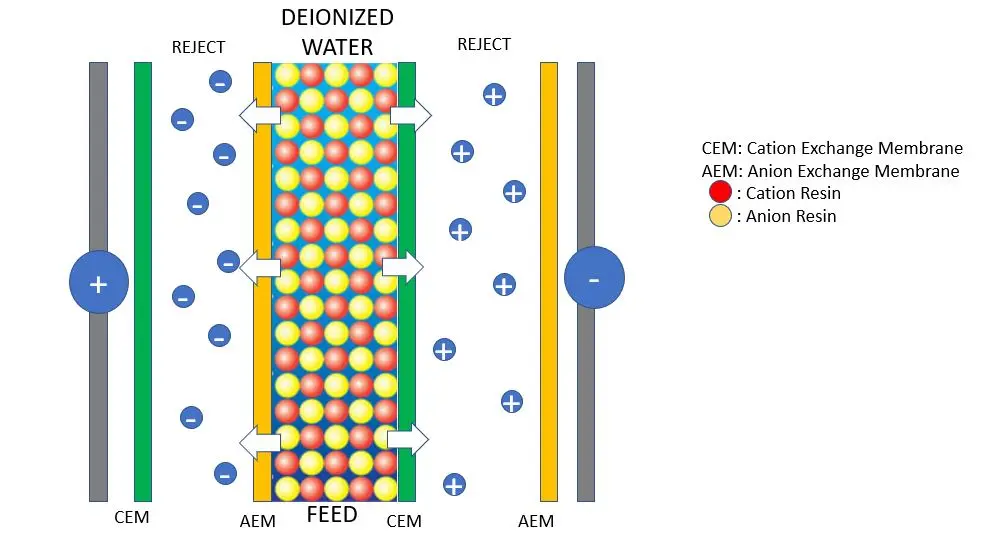
Schema pary elektrodejonizacyjnych z kulkami żywicy jonowymiennej (mieszane żywice kationowe i anionowe) pomiędzy błonami selektywnymi dla jonów (CEM = błona wymiany kationowej, AEM = błona wymiany anionowej). Zastosowane pole elektryczne DC (pozytywny anoda po lewej, negatywna katoda po prawej) przemieszcza kationy (+) w kierunku katody przez błony selektywnie przepuszczające dla kationów, a aniony (–) w kierunku anody przez błony selektywnie przepuszczające dla anionów, do komór koncentratu („odrzut”). Ten ciągły proces usuwania jonów skutkuje otrzymywaniem odmineralizowanej wody produktowej w centralnej (rozcieńczającej) komorze.
Moduły EDI są zazwyczaj konstruowane jako stosy wielu „par komór”, z których każda składa się z komory rozcieńczającej (zwanej również komorą rozcieńczoną lub produktową) oraz komory koncentracyjnej (komora koncentratu lub odrzut), oddzielonych błonami selektywnie przepuszczającymi dla jonów. Każda komora rozcieńczająca jest wypełniona złożoną mieszanką żywicy wymiennej kationowej i anionowej. Anoda i katoda są umieszczone na obu końcach stosu, aby ustanowić pole elektryczne. Gdy woda surowa (zwykle permeat RO) jest wprowadzana do komór rozcieńczających, a napięcie DC jest aplikowane, proces EDI obejmuje następujące etapy:
Wymiana jonów (Etap dejonizacji)
W pierwszym etapie jony w wodzie surowej są wychwytywane przez żywice wymienne w komorze rozcieńczającej. Żywica mieszana jest początkowo w formie zregenerowanej (żywica kationowa w formie wodoru i żywica anionowa w formie hydroksylowej, podobnie jak świeża żywica DI mieszana). Gdy woda przepływa przez złoże żywicy, zanieczyszczenia jonowe są wymieniane na miejscach żywicy: gatunki kationowe w wodzie (np. Ca²⁺, Mg²⁺, Na⁺, K⁺, NH₄⁺) wypierają jony H⁺ z żywicy kationowej, a gatunki anionowe (np. Cl⁻, SO₄²⁻, NO₃⁻, HCO₃⁻, CO₃²⁻, F⁻, krzemionka (SiO₂⁻), boran) wypierają jony OH⁻ z żywicy anionowej. Uwolnione jony H⁺ i OH⁻ natychmiast się łączą, tworząc czystą H₂O. Dzięki temu mechanizmowi wymiany jonów, woda surowa jest dejonizowana podczas przechodzenia przez złoże żywicy – żywica skutecznie zbiera rozpuszczone jony i oczyszcza wodę. Ta dejonizacja przez żywicę jest analogiczna do konwencjonalnego wymiennika jonowego złożonego, ale zachodzi ciągle w EDI, a nie cyklicznie. Gdy woda osiąga wylot komory rozcieńczającej, większość mocnych zanieczyszczeń jonowych została usunięta z żywicy. Oporność wody w komorze rozcieńczającej wzrasta w miarę usuwania jonów.
Parametry & Rozważania – Etap wymiany jonów: Wydajność tego etapu zależy od jakości wody surowej i stanu żywicy. Ważne parametry do monitorowania obejmują:
Przewodność wody surowej (TDS): Woda surowa EDI (zwykle permeat RO) powinna mieć niską całkowitą ilość rozpuszczonych substancji stałych (np. < 40 µS/cm, często znacznie niższą), aby zapewnić, że żywica początkowo może wychwytywać większość jonów, a EDI działa w swoim optymalnym zakresie. Wyższa przewodność wody surowej oznacza większą ładunek jonowy, co wymaga większego prądu elektrycznego do usunięcia jonów; w przypadku nadmiernej wartości żywica EDI może mieć problemy z oczyszczaniem wody do wysokiej czystości.
Twardość wody surowej: Nawet śladowa twardość (Ca²⁺, Mg²⁺) może wyczerpać miejsca wymiany żywicy i powodować osadzanie się kamienia w koncentracie. Zazwyczaj twardość wody surowej jest ograniczona do ~1 mg/L jako CaCO₃ (często <0.1 mg/L w zastosowaniach ultra-czystych). Twardość jest zazwyczaj usuwana przez wcześniejsze zmiękczanie lub przez proces RO. Jeśli twardość przekracza ustalone limity, może wytrącać się jako CaCO₃ w koncentracie lub nawet zatykać żywicę, zmniejszając wydajność wymiany jonowej.
Podawanie CO₂ (Dwutlenek Węgla) i słabo zjonizowanych gatunków: CO₂ w wodzie tworzy wodorowęglan/węglan, który będzie pochwycony przez żywicę anionową, zużywając OH⁻. Zasilanie EDI często wymaga degazacji CO₂ po RO, jeśli CO₂ jest wysoki, ponieważ CO₂ nie przewodzi, ale ładować będzie żywicę, by później być uwolnionym jako wodorowęglan, co wpływa na rezystancję. Krzemionka (słabo zjonizowany H₄SiO₄) to inny gatunek – powinna zazwyczaj wynosić <1–2 mg/L w zasilaniu EDI. Te słabe kwasy/bazy nie są całkowicie usuwane przez RO, ale mogą być obsługiwane przez ciągłą regenerację EDI (omówioną później).
Przepływ przez żywicę (Czas pobytu): Odpowiedni czas pobytu przepływu w łóżku żywicznym jest potrzebny dla skutecznej wymiany jonowej. Jeśli przepływ jest zbyt wysoki, usuwanie jonów może być niekompletne; zbyt niski i wzrasta ryzyko osadzania się w koncentracie. Producenci określają zakres – na przykład, moduł może obsługiwać 1.5–2.2 m³/h przepływu produktu. Praca w ramach projektowego przepływu zapewnia, że krok wymiany jonowej może odbywać się efektywnie.
Temperatura: Kinetyka wymiany żywicy i przewodnictwo poprawiają się wraz z temperaturą (w granicach). Moduły EDI zazwyczaj pracują w temperaturze między 10 °C a 38 °C. Poniżej ~10 °C, ruchliwość jonowa żywicy jest ograniczona i dejonizacja jest mniej efektywna; powyżej maksymalnej, materiały żywicy lub membrany mogą ulegać degradacji. Utrzymanie temperatury zasilania w zakresie zapewnia efektywność etapu wymiany jonowej.
Podczas normalnej pracy, etapa wymiany jonowej powinna usunąć większość jonów, a przewodnictwo wody produktów znacznie spada w łóżku żywicznym. Jeśli czujniki pokazują nienormalne przewodnictwo na początku procesu (np. pomiary w komórce środkowej, jeśli są dostępne, lub niespodziewany spadek rezystancji produktu), może to wskazywać na wyczerpanie żywicy lub zanieczyszczenie na tym etapie. W praktyce, ponieważ żywica jest ciągle regenerowana przez późniejszy etap, pojemność wymiany jonowej jest utrzymywana – każdy spadek wydajności zazwyczaj wskazuje na problemy takie jak organiczne zanieczyszczenie żywicy lub niewystarczający prąd regeneracji, a nie proste wyczerpanie jak w statycznym systemie mieszanym.
Migracja jonów (Etap separacji elektrochemicznej)
Druga faza EDI to elektrochemiczna separacja jonów poprzez migrację jonów pod względem zastosowanego pola elektrycznego DC. Gdy żywice w komorze rozcieńczającej łapią jony, te jony nie są zatrzymywane na stałe – pole elektryczne zrzuca je z kulkami żywicy i wypycha je z komory rozcieńczającej. Kationy desorbowane z żywicy kationowej migrują w stronę ujemnie naładowanej katody, a aniony z żywicy anionowej migrują w stronę dodatnio naładowanej anody. Po każdej stronie komory rozcieńczającej, selektywne membrany jonowe pozwalają na przejście albo kationów albo anionów do sąsiednich komór koncentracyjnych:
Membrany wymiany kationowej (CEM) znajdują się z boku komory rozcieńczającej, zwróconej w stronę katody. Te membrany pozwalają na przejście kationów do komory koncentracyjnej, ale odrzucają aniony.
Membrany wymiany anionowej (AEM) znajdują się z boku zwróconego w stronę anody, umożliwiając migrowanie anionów na zewnątrz, ale blokując kationy.
Gerekli zarın aracılığıyla seyreltme hücresinden çekilen iyonlar, konsantre odalarına girer. Önemli olan, her konsantre odasının uzak tarafındaki ikinci zarı iyonların bir sonraki seyreltme hücresine daha fazla göç etmesini engellemektedir. Örneğin, bir CEM aracılığıyla bir konsantre odasına geçen bir katyon, o odanın karşı tarafında geçemeyeceği bir anyon zarı ile karşılaşır ve bu şekilde katyon konsantre bölümünde hapsedilmiş olur. Benzer şekilde, seyreltme hücresinden çıkan anyonlar, konsantrenin uzak tarafındaki katyon zarı ile sınırlı kalmaktadır. Bu şekilde, çıkarılan iyonlar konsantre kanallarında toplanır (yavaş akışkan tuzlu su akışını taşır), ürün suyu akışından izole edilir. Sonuç olarak, sürekli iyon çıkarımı ve transferi: seyreltme akışı iyonlardan arınmakta ve deiyonize ürün haline gelirken, konsantre akışı çıkarılan iyonları uzaklaştırır.
Bu aşama temelde reçine ile güçlendirilmiş bir elektrodiyaliz sürecidir. Seyreltme bölmelerinde iyon değişim reçinesinin varlığı, iletkenliği büyük ölçüde artırır ve iyon taşınmasını kolaylaştırır. Bu sayede EDI, yalnızca elektrodiyalize göre çok daha düşük kalıntı iyon seviyelerine ulaşabilir. Reçine, yüklü fonksiyonel gruplardan oluşan yüksek yoğunlukta bir yol sağlar, böylece su çok saf hale geldikçe (ve doğrudan iletkenliği düştüğünde) elektrik akımı yine de reçine aracılığıyla yol alabilir ve iyonları çeker. Reçine olmadan, suyun iyonik içeriği düşük hale geldiğinde, direnç artacak ve daha fazla iyon çıkarımını sınırlayacaktır; reçine ile, sürekli iletken bir ortam kalır, böylece iyonların iz seviyelerine kadar çıkarılması mümkün olur.
Parametreler & Dikkate Alınacak Hususlar – Ayrıştırma Aşaması: Bu aşamadaki ana faktörler, iyon göçünü yönlendiren elektriksel ve hidrolik koşulları içerir:
DC Akım / Voltaj: İyon göçünün itici kuvveti uygulanan elektrik akımıdır. EDI sistemleri genellikle istenen çıkarımı sürdürmek için sabit akım (veya akım sınırlı) modunda çalıştırılır. Seyreltmeden tüm iyonları uzaklaştırmak için yeterli akım sağlanmalıdır. Eğer akım çok düşükse, bazı iyonlar reçinede kalacak ve ürüne sızacaktır; çok yüksekse, aşırı elektro-kimyasal reaksiyonlar (su ayrışması, gaz oluşumu) meydana gelebilir (tasarım limitlerine kadar). Üreticiler, modül başına optimal akım aralığını belirtmektedir (örneğin, bir modül yaklaşık 4–9 A kullanabilir). Örneğin, bir DuPont EDI modülü, modül başına 9.0 A ve yaklaşık 160 V DC'ye kadar izin verir. Sisteminin DC güç kaynağı (doğrultucu) uygun boyutta olmalı ve stabil tutulmalıdır (çıkış akımı ±5% 'den fazla dalgalanmamalıdır). Tipik olarak, voltaj, besleme suyu iletkenliğine ve istenen akıma bağlı olarak ayarlanır; besleme suyu işlem sırasında daha saf hale geldikçe, direnç artar ve gereken voltaj yükselir. Verilen bir akımda stack voltajını izlemek, hücrelerin tıkanma veya ölçeklenme olup olmadığını gösterebilir (aynı akımda zamanla artan voltaj daha yüksek direnç, muhtemelen zar ölçeklenmesi veya reçine tıkanması nedeniyle artırılarak gösterir).
Przepływy (roztwór i koncentrat): Przepływ rozcieńczonego (produktu) wpływa na czas przebywania, jak zauważono, ale także wpływa na to, jak szybko jony są usuwane po wymianie. Przepływ koncentratu jest równie kluczowy – musi być wystarczająco wysoki, aby wypłukać usunięte jony z komór koncentratu i zapobiec wytrącaniu, ale nie tak wysoki, aby zbytnio rozcieńczyć zawartość jonową lub spowodować nadmierny spadek ciśnienia. Wiele systemów EDI ustawia przepływ koncentratu na około 5–10% przepływu produktu, co skutkuje odrzutem koncentratu na poziomie ~5–10% wody surowej (np. 90–95% odzysku wody). Wyższe odzyski są możliwe poprzez recykling koncentratu z powrotem do zasilania RO, ale tylko jeśli jest starannie zaprojektowany (recykling może zwiększyć obciążenie CO₂ i ryzyko wprowadzenia zanieczyszczeń z powrotem). Ważne jest, aby monitorować przewodność wyjściową koncentratu – rosnąca przewodność koncentratu oznacza, że transportuje jony (normalnie), ale jeśli stanie się zbyt nasycony (zbliżając się do limitów wytrącania) lub zbyt niski (co może wskazywać na niskie obciążenie jonowe lub przeciek membrany z wody produktowej), może to sygnalizować problemy. Typowo przewodność koncentratu będzie wyższa niż przewodność wody surowej, ponieważ gromadzi jony.
Kontrola ciśnienia i wycieków: Strumienie rozcieńczające i koncentracyjne są pod nieco różnymi ciśnieniami – ciśnienie na wyjściu koncentratu jest zwykle utrzymywane na niższym poziomie niż ciśnienie wyjściowe rozcieńczonego/produktu, aby zapobiec jakimkolwiek wyciekom koncentratu do produktu. Operatorzy monitorują różnicę ciśnień: ciśnienie na wyjściu koncentratu powinno być o kilka psi niższe (np. o 0.5–0.7 bara) niż ciśnienie na wyjściu produktu. Jeśli różnica ciśnień występuje w niewłaściwym kierunku, woda produktowa może zostać zanieczyszczona przez koncentrat. Ponadto, pomiar spadku ciśnienia w komorach rozcieńczających pomaga wykryć zanieczyszczenia (rosnący spadek ciśnienia oznacza, że kanały przepływu w żywicy mogą być zablokowane przez zanieczyszczenia lub osady).
Zdrowie membrany: Choć nie jest to bezpośredni „parametr”, integralność membran selektywnych dla jonów jest kluczowa. Jeśli membrana jest uszkodzona (rozdarcie lub wyciek), może to spowodować krzyżowe zanieczyszczenie strumieni. Analiza przewodności lub jonów strumieni może czasami to wykryć (np. niespodziewanie wysokie stężenia jonów w produkcie lub dziwne zmiany pH). Regularne monitorowanie rezystywności produktu oraz wizualna inspekcja koncentratu pod kątem osadów mogą pomóc w wykryciu problemów z membraną.
Podczas pracy, etap separacji jest w dużej mierze samoregulujący przy stałym prądzie i przepływach. Operatorzy będą na bieżąco obserwować rezystywność wody produktowej – jest to zbiorczy pomiar jak dobrze cały proces usuwa jony. Ciągle wysoka rezystywność (niska przewodność) oznacza, że etap migracji skutecznie usuwa jony. Jeśli rezystywność produktu zacznie spadać poniżej docelowego poziomu (np. poniżej 1 MΩ·cm lub poniżej specyfikacji jak 5 MΩ·cm dla zasilania kotła, czy 15 MΩ·cm dla klasy półprzewodnikowej), może to sugerować, że usuwanie jonów przez migrację jest niewystarczające, być może z powodu niewystarczającego prądu, zanieczyszczeń utrudniających transport jonów lub wyczerpanej żywicy (jeśli regeneracja nie nadąża). W takich przypadkach operatorzy mogą zwiększyć prąd (jeśli pozwala na to pojemność), przeprowadzić konserwację/czyszczenie lub sprawdzić jakość zasilania, aby przywrócić wydajność.
Regeneracja in situ (etap regeneracji elektrochemicznej)
Unikal ve kritik bir EDI yönü, reçine yatağının sürekli elektrokimyasal yeniden üretimidir. Bu üçüncü aşama, reçinenin iyonları çıkardığı ve taşıdığı sırada eş zamanlı olarak gerçekleşir. Seyreltme suyu, reçine yatağının çıkışına doğru iyon içeriği çok düşük hale geldiğinde, elektrik akımı taşımak için mevcut iyonlar tükenir. Ancak, akımın durmasından ziyade, güçlü elektrik alanı, suyun bir kısmının hidrojen (H⁺) ve hidroksit (OH⁻) iyonlarına dissosiye olmasına (bölünmesine) neden olur. Bu fenomen, esasen suyun yerel elektrolizi olarak adlandırılır ve EDI'de sıklıkla “su bölünmesi” olarak anılır. Reçinelerin ve zarların arayüzlerinde veya reçine-reçine kesişimlerinde, yerel potansiyel bir eşik değerini aştığında meydana gelir (bir reçine boncuğu-zar arayüzünde yaklaşık 0.8 V, su moleküllerini bölmek için yeterlidir). Yeniden üretilen H⁺ ve OH⁻ iyonları hemen iyon değiştirme reçinesine bağlıdır, kation reçinesini H⁺ formuna ve anion reçinesini OH⁻ formuna yerinde yenileyerek. Bu, reçineyi sürekli olarak asit ve baz ile yeniden şarj etmekle eşdeğerdir, ancak elektriksel olarak ve sürekli bir temel üzerinde gerçekleştirilir.
Su bölünmesi ve yeniden üretim, EDI'nin kimyasal duraklama olmaksızın sürekli ultra saf su üretmesini sağlayan şeydir. Etkili bir şekilde, seyreltme odasının son kısmındaki reçine, üretilen H⁺/OH⁻ tarafından sürekli olarak yenilenmektedir ve bu, yakalanan kirlilik iyonlarını yerinden eder. O yerinden edilen kirlilik iyonları (örneğin, bir reçine alanında Na⁺, H⁺ tarafından dışarı atılır), göç eder ve konsantreye doğru sürüklenir. Reçinedeki yerlerini alan H⁺ ve OH⁻, reçine alanı taze bir bölgeye geçtiğinde su oluşturmak üzere yeniden birleşir veya suyun içindeki zayıf asit/bazları nötralize eder. Bu kendiliğinden yenileme döngüsü, reçine yatağının geleneksel bir sistemde olduğu gibi asla tükenmemesi anlamına gelir; sürekli olarak içsel olarak yenilenir. Sonuç olarak, EDI, zaman içerisinde yüksek ürün suyu saflığını sürekli olarak sürdürebilir, bağımsız bir iyon değiştiricinin tipik tükenme eğrisi yerine.
Bu su bölünmesi ile sağlanan tekrar üretiminin dikkate değer bir faydası, zayıf iyonize olmuş kirleticilerin (H₂CO₃ olarak karbon dioksit ve silika gibi) giderilmesidir. Karışık yataklı bir iyon değiştiricide, güçlü iyonlar tükenene kadar CO₂ ve SiO₂'nin çıkarılması zordur; ancak EDI'de, yeniden üretilen H⁺ ve OH⁻ bu türleri etkili bir şekilde nötralize eder: CO₂, bikarbonat/karbonat haline dönüştürülür ve anion reçinesi tarafından çıkarılır, silika (zayıf bir asit) ise OH⁻ tarafından deprotonlanarak silikat oluşturur ve daha sonra çıkarılır. Böylece, EDI güçlü iyonlar gittiğinde bu zayıf kirleticilerin daha fazla giderilmesini başarır. İşte bu nedenle EDI genellikle RO suyunu “parlatmak” için kullanılır, çünkü RO çözünmüş CO₂ veya silikayı tam olarak çıkaramayabilir, ancak EDI yüksek direnç rejimi ve sürekli yenilenen yapısı sayesinde bu maddeleri parlatabilir.
Parametreler & Dikkatlar – Yenileme Aşaması: Yenilemenin ana sürücüsü, seyreltme bölmelerinin “sınırlayıcı akım”ını aşan uygun bir elektrik akımını (veya akım yoğunluğunu) korumaktır. Sınırlayıcı akım, seyreltideki mevcut iyonların tamamen taşındığı eşik değeridir; bunun ötesinde, ek akım su bölünmesine neden olur. Operatörler, EDI sisteminin sürekli yenilemeyi sürdürmek için hafifçe aşırı sınırlayıcı akım rejiminde çalıştığından emin olurlar. Ana noktalar şunlardır:
Aktualny punkt nastawy dla regeneracji: Jednostki EDI są zazwyczaj projektowane z docelowym prądem, który zarówno usuwa ładunek jonowy, jak i dostarcza wystarczająco dużą nadwyżkę, aby rozdzielić wodę. Na przykład, jeśli dostawca ma określony całkowity ładunek jonowy (często ilościowo określany jako całkowite wymienne aniony/kationy w ekwiwalentach), projekt systemu określi minimalny prąd, aby przenieść te jony. Wszelki prąd powyżej tego poziomu trafia do regeneracji żywicy poprzez rozkład wody. Jeśli prąd jest ustawiony zbyt nisko (poniżej wymaganej wartości), żywica w późniejszej części ogniwa może stać się nasycona i nie regenerować się, co prowadzi do wycieku jonów. Jeśli prąd jest zbyt wysoki, rozkład wody jest nadmierny, co może podnieść pH produktu lub skoncentrować pH nadmiernie i potencjalnie spowodować tworzenie się osadów lub przyspieszoną degradację membrany, a także marnuje energię. Zatem kontrola prądu w optymalnym zakresie jest kluczowa. W praktyce wiele systemów EDI działa przy stałym prądzie i polega na tym, że jakość wody dostawczej jest w specyfikacji. Jeśli ładunek jonowy dostawcy wzrasta (np. wyższe CO₂ lub wyciek twardości), operator może potrzebować zwiększyć prąd, aby utrzymać regenerację.
Monitorowanie napięcia: Jak wspomniano, zwiększające się napięcie dla danego prądu może wskazywać na tworzenie się osadów lub zanieczyszczeń. Jednym z szczególnych aspektów rozkładu wody jest to, że może on zwiększać lokalne pH w koncentracie (gdzie gromadzi się OH⁻) i zmniejszać pH w obszarach w pobliżu anody (gdzie gromadzi się H⁺). Ekstremalnie wysoki prąd może zatem prowadzić do wysokiego pH w koncentracie, co może powodować osadzanie się krzemionki lub węglanu wapnia. Monitorowanie pH koncentratu lub obliczanie wskaźnika nasycenia Langeliera może być częścią kontroli osadzania się soli podczas regeneracji. Niektóre systemy ograniczają prąd lub odzysk, aby utrzymać pH koncentratu poniżej określonych wartości (np. jeśli pH koncentratu wzrasta >10 z powodu nadmiaru OH⁻, krzemionka może polimeryzować).
Stan żywicy: Z czasem żywice mogą tracić pojemność z powodu zanieczyszczeń lub uszkodzeń utleniających. Proces regeneracji utrzymuje je w aktywności, ale jeśli żywica jest uszkodzona (np. przez atak chloru lub zanieczyszczenia organiczne), nawet rozkład wody nie przywróci w pełni miejsc wymiany. Jeśli operatorzy zauważą, że nawet przy normalnym lub maksymalnym prądzie oporność produktu spada przez miesiące/lata, może to wskazywać na erozję żywicy i zmniejszoną skuteczność regeneracji. Może to wymagać wymiany modułu.
Wpływy temperatury: Rozkład wody jest endoenergetyczny i również ograniczony przez kinetykę; cieplejsza woda może ułatwić łatwiejszą dysocjację. Praca w zbyt niskiej temperaturze może nieznacznie ograniczyć efektywność regeneracji (oprócz wymiany jonowej). Jednakże zazwyczaj jest to czynnik drugorzędny w porównaniu do kontroli prądu.
Podsumowując, tak długo jak EDI jest zasilany wystarczającym prądem w stosunku do ładunku jonowego, elektro-regeneracja będzie automatycznie następować i utrzyma żywicę w formie H⁺/OH⁻. Ten etap jest w dużej mierze "niewidoczny" dla operatora podczas normalnej pracy – jego sukces odzwierciedla stabilnie wysoką oporność produktu wody i długą żywotność żywicy. Eliminuje to potrzebę zewnętrznych kroków regeneracji chemicznej. Jeśli ten etap zawiedzie (z powodu niewystarczającego prądu lub zatrutej żywicy), staje się to oczywiste poprzez spadek jakości wody produktowej. W takich przypadkach można przeprowadzić ręczną pomoc w regeneracji (na przykład niektórzy operatorzy będą tymczasowo krążyć rozcieńczonym kwasem/zasadą lub zwiększać prąd w trybie recyrkulacji, aby ponownie uaktywnić żywicę). Jednakże, w idealnych warunkach, ciągła regeneracja elektryczna wystarcza na czas życia modułu.
Typowe zanieczyszczenia usuwane przez EDI
EDI jest skuteczne w usuwaniu praktycznie wszystkich zjonizowanych lub jonizujących się substancji z wody. Typowe zanieczyszczenia i jony usuwane obejmują:
Kationik kontaminantlar: Kalsiyum (Ca²⁺), Magnezyum (Mg²⁺), Sodyum (Na⁺), Potasyum (K⁺), Amonyum (NH₄⁺), Demir (Fe²⁺/Fe³⁺), Mangan gibi diğer metal katyonları EDI'de katyon değişim reçineleri ile kolayca giderilir. Bu, besleme veya belirli atık akıntılarında sıklıkla bulunan iz ağır metalleri (Cu²⁺, Ni²⁺, Zn²⁺ vb.) de kapsar.
Anyonik kontaminantlar: Klorür (Cl⁻), Sülfat (SO₄²⁻), Nitrat (NO₃⁻), Bikarbonat/Karbonat (HCO₃⁻/CO₃²⁻), Florür (F⁻), Silikat/Silika (genellikle H₂SiO₃ veya SiO₂·nH₂O olarak bulunur), Bor (borat anyonu olarak) ve diğerleri anyon reçineleri ile giderilir. Hatta zayıf dissosiye olmuş asitler (karbamik asit (H₂CO₃ CO₂'den) ve silisik asit (H₄SiO₄) gibi) etkili bir şekilde ortadan kaldırılır çünkü reçine OH⁻'nin oluşturduğu yüksek pH ortamı bunların iyonlaşmasına yardımcı olur.
İyonlaşabilir organik bileşikler: EDI, organik asitler (örneğin, asetik asit, formik asit disosye formunda) ve düşük moleküler ağırlıklı iyonlaşabilir organikleri ortadan kaldırabilir. Bunlar, yük taşıdıklarında reçineler tarafından yakalanır. Ancak, nötr organikler (iyonlaşmamış) iyon değişim mekanizması ile ortadan kaldırılmaz, yalnızca adsorpsiyon yoluyla kazara giderilebilir, bu nedenle EDI, iyonik organik maddelerin ötesinde organik kaldırma için tasarlanmamıştır. Toplam Organik Karbon (TOC) iyonik olmayan olarak beslemede (örneğin, RO ve aktif karbon yoluyla) minimize edilmelidir.
Silika: Özel olarak bahsetmeye değer, silika (genellikle yüksek saflık suyu içinde ayrı olarak rapor edilir) silikat iyonları olarak ortadan kaldırılır. EDI ürün suyu genellikle çok düşük silika seviyelerine sahiptir ve güç ve yarı iletken gibi endüstriler için katı gereksinimleri ( <0.1 mg/L) karşılar. İnce hücreli EDI tasarımları, eski tasarımlara göre biraz daha yüksek besleme silikası (yaklaşık ~2 mg/L) kullanmaya izin verir, ancak yine de ürün silikası büyük ölçüde azaltılmıştır.
Gazlar ve Çözünebilen İyonlaşabilir Gazlar: Çözünebilir CO₂, iyonik forma dönüştürülerek işlenir. Eğer mevcutsa, amonyak (NH₃/NH₄⁺) (kloramin ayrışması veya diğer kaynaklardan) katyon reçineleri üzerinde amonyum iyonu olarak yakalanır. Oksijen veya nitrojen gazları iyonlaşmamıştır ve geçer (genellikle saflık açısından bir endişe olmamakla birlikte, daha çok korozyon açısından farklı bir yerde ele alınır). EDI, elektrotlarda H₂ ve O₂ gazları üretir (üretim suyunda değil, havalandırılır).
Özetle, herhangi bir iyonik kirletici – ister tuz, ister mineral, ister inorganik kirletici – EDI tarafından ortadan kaldırılabilir. RO ön tedavisinden sonra, tipik kalan iyonlar birkaç mg/L veya daha az seviyelerde olabilir; EDI bunları µg/L seviyelerine indirir. Örneğin, eğer RO atıksu 5–10 µS/cm iletkenliğe sahipse (~2–5 ppm TDS), EDI bunu <0.1 µS/cm (ultrapüret) düşürebilir. EDI'nin hedeflediği yaygın kalıntı iyonları sodyum, klorür, sülfat, silika ve bikarbonat (CO₂'den) içerir – bunlar genellikle RO'nun düşük miktarlarda bıraktığı iyonlardır ve EDI bunları ultrapür spesifikasyonları karşılamak için ortadan kaldırmak için kullanılır.
Şu husus belirtilmelidir ki EDI mikroorganizmaları veya partikülleri ortadan kaldırmaz (bunlar genellikle yukarıda filtrelenir/UV tedavi edilir). Ayrıca, EDI tamamen iyonik olmayan kirletici maddeleri (örneğin, benzen gibi çözünebilen organikler veya iyonlaşmamış kalan çok zayıf asitler/bazlar) ortadan kaldırmak için özel bir mekanizmaya sahip değildir; bu tür kirleticiler, gerekirse diğer arıtma adımlarıyla ele alınmalıdır. Ancak iyonik kirlenme için, EDI son derece etkili bir parlatma sağlar ve sık sık iyon giderme tespit sınırlarına ulaşır.
EDI'nin Endüstrilerdeki Uygulamaları
EDI sistemleri, yüksek saflıkta veya deiyonize suya ihtiyaç duyulan sayısız endüstride kullanılmaktadır. Ana uygulama alanları şunları içerir:
Półprzewodniki i mikroelektronika: Branża elektroniczna wymaga ultrapure water (UPW) do płukania i czyszczenia wafli półprzewodnikowych oraz komponentów. Nawet śladowe zanieczyszczenia jonowe mogą powodować krótkie spięcia lub defekty w mikroobwodach. EDI jest szeroko stosowane w fabrykach półprzewodników jako część wieloetapowego procesu oczyszczania wody (zwykle po RO i ultrafiltracji) w celu osiągnięcia oporności ~18 MΩ·cm. Poprzez ciągłe usuwanie jonów, EDI zapewnia, że woda do płukania nie pozostawia przewodzących osadów na chipach, zapobiegając krótkim spięciom w gęsto upakowanej elektronice. Ta aplikacja często wymaga najwyższej jakości wody; EDI pomaga osiągnąć ekstremalnie niskie poziomy krzemionki i boru, które są kluczowe w specyfikacjach wody dla półprzewodników.
Farmaceutyka i biotechnologia: Produkcja farmaceutyczna i laboratoria biotechnologiczne wykorzystują dejonizowaną wodę do przygotowywania formulacji, czyszczenia sprzętu i jako wodę składnikową (np. do roztworów parenteralnych, przygotowywania mediów). Zanieczyszczenia jonowe mogą katalizować niepożądane reakcje lub powodować osady w roztworach leków. EDI, w połączeniu z RO i UV, jest powszechnie używane do produkcji USP Purified Water i nawet jako część generowania Water-For-Injection (WFI) (choć WFI może wymagać destylacji lub ultrafiltracji jako ostatniego kroku). Ponieważ EDI nie ma regenerantów chemicznych, unika wprowadzania jakichkolwiek dodatków chemicznych i utrzymuje stałą jakość wody, co jest ważne dla walidacji w farmacji. Ciągła praca oznacza również brak przestojów na regenerację, zapewniając niezawodne źródło wody o wysokiej czystości dla krytycznych procesów. Instalacje farmaceutyczne doceniają fakt, że moduły EDI nie sprzyjają łatwemu wzrostowi mikroorganizmów – środowisko o wysokiej czystości, wysokiej oporności i stałe pole elektryczne tworzy stan biostatyczny, który hamuje mikroorganizmy.
Produkcja energii (woda doprowadzająca do kotła): Branża energetyczna wymaga wody zdemineralizowanej do wytwarzania pary w kotłach oraz do uzupełniania wody w turbinach parowych pod wysokim ciśnieniem. Jakiekolwiek zanieczyszczenia jonowe w wodzie doprowadzającej do kotła mogą prowadzić do osadów na łopatkach turbin lub rurach kotła oraz prowadzić do korozji i spadku efektywności. Systemy EDI polerują permeat RO, aby dostarczyć wodę zdemineralizowaną z ekstremalnie niską przewodnością i krzemionką, chroniąc kotły przed osadzaniem się osadów i zapobiegając gromadzeniu się przewodzących osadów, które mogą powodować gorące punkty lub korozję. W sektorze energetycznym EDI często zastępuje lub uzupełnia tradycyjne dematerializatory wymiany jonowej, eliminując obsługę kwasów/zasad na miejscu. Niezawodna produkcja ciągła pomaga elektrowniom utrzymać stabilną pracę – ponieważ zanieczyszczenia w cyklu parowym są minimalizowane, turbiny i wymienniki ciepła działają dłużej między czyszczeniami. Jednostki EDI dla elektrowni są zazwyczaj projektowane dla dużych przepływów i często integrowane w zespole demineralizacyjnym złożonym z wstępnych filtrów, RO i EDI.
Żywność i napoje: Wiele operacji związanych z żywnością i napojami wykorzystuje dejonizowaną wodę do rozcieńczania produktów, wody składnikowej lub celów użytkowych (jak woda doprowadzająca do kotła do kontaktu z produktami). Na przykład produkcja napojów butelkowanych może wykorzystać wodę polerowaną przez EDI, aby zapewnić neutralność smaku i stabilność (jony takie jak wapń czy siarczany mogą wpływać na smak lub wchodzić w interakcje z formulacjami produktów). Browary i mleczarnie mogą używać wody zdemineralizowanej do mieszania do pożądanej zawartości minerałów. EDI zapewnia spójną jakość wody bez ryzyka zanieczyszczenia regenerantem żywicy. W produkcji słodzików lub składników, dejonizowana woda produkowana przez EDI może poprawić czystość produktu. Dodatkowo, brak chemikaliów regeneracyjnych jest korzystny, ponieważ unika potencjalnych resztek chemicznych w zastosowaniach dotyczących żywności. (Uwaga: woda produktowa EDI w żywności/napojach jest zazwyczaj remineralizowana lub mieszana w pewnym stopniu dla smaku lub wartości odżywczej, ale EDI zapewnia znaną czystość początkową).
Woda laboratoryjna i analityczna: Laboratoria (chemiczne, biologiczne, analityczne) często wymagają wody reagentowej typu I i II do eksperymentów i zasilania instrumentów (np. do HPLC, GC, hodowli komórkowych itp.). Moduły EDI są często włączane do systemów oczyszczania wody w laboratoriach (po RO), aby ciągle produkować 18 MΩ·cm ultrapure water dla krytycznych zastosowań analitycznych. Ponieważ EDI może działać nieprzerwanie, systemy laboratoryjne mogą recyrkulować wodę przez EDI, aby utrzymać czystość w pętli magazynowej. Pozwala to także na zmniejszenie wymiany wkładów – EDI zasadniczo działa jako ciągły poler polimeryzujący, który nie zużywa się szybko, co obniża koszty i utrzymanie systemów wody laboratoryjnej. Wiele komercyjnych jednostek wody laboratoryjnej (na przykład te od Millipore lub Thermo) używa małoskalowych modułów EDI w połączeniu z innymi etapami polerowania (UV, filtr 0.2 µm), aby osiągnąć wymaganą czystość dla wrażliwych analiz.
Ochrona środowiska i oczyszczanie ścieków: Oprócz produkcji wody czystej, EDI stosowano do oczyszczania niektórych ścieków, szczególnie w przypadku usuwania i odzyskiwania metali ciężkich lub innych zanieczyszczeń jonowych. Na przykład, w ściekach z elektroplaterni lub obróbki metali, EDI może usunąć metale takie jak chrom (Cr³⁺/Cr⁶⁺), miedź (Cu²⁺), kobalt, nikiel itp., koncentrując je w strumieniu odrzucanym do odzyskania lub odpowiedniej utylizacji. W zarządzaniu ściekami radioaktywnymi EDI badano pod kątem usuwania radionuklidów takich jak cez (Cs⁺). EDI w tych zastosowaniach może osiągnąć wysoką efektywność usuwania jonów; jednak warunki zasilania są bardziej wymagające (wyższe TDS, obecność konkurencyjnych jonów). Często stosuje się specjalistyczne konfiguracje EDI lub EDI wielostopniowy do takich celów. Zaletą jest to, że EDI nie produkuje dużej objętości zużytego regeneranta chemicznego; zamiast tego wytwarza mniejszą skoncentrowaną solankę z zanieczyszczeniami, co może uprościć dalsze przetwarzanie niebezpiecznych odpadów. W aplikacjach środowiskowych EDI cenione jest za zdolność do pracy nieprzerwanie oraz potencjał selektywnego usuwania (poprzez dostosowanie rodzajów membran/żywic) dla konkretnych jonów.
Powyższe to główne zastosowania, ale istnieją również inne niszowe aplikacje (takie jak w przemyśle chemicznym, gdzie woda dejonizowana jest używana do rozcieńczeń i czyszczenia, lub w motoryzacji dla produkcji wody do akumulatorów itp.). Podsumowując, każdy proces, który wymaga niezawodnego źródła wody o wysokiej czystości lub ultrapure, wolnej od rozpuszczonych soli, jest kandydatem do technologii EDI. Powszechne przyjęcie w sektorze elektroniki, farmacji i energetyki podyktowane jest krytyczną potrzebą na stałą jakość wody oraz ekonomicznymi/środowiskowymi zaletami eliminacji regeneracji chemicznej.
Rozważania operacyjne dotyczące wydajności i trwałości
Obsługa systemu EDI wymaga uwagi na niektóre parametry jakości wody i warunki systemowe, aby zapewnić optymalną wydajność i wydłużyć żywotność modułów. Oto kluczowe rozważania operacyjne oraz to, co należy monitorować podczas pracy EDI:
Monitoring Jakości Wody Zasilającej: Jak podkreślono, woda zasilająca EDI musi być wstępnie traktowana (zwykle przez RO i możliwie odgazowywanie/miękczenie), aby spełnić określone kryteria jakości. Operatorzy powinni nieprzerwanie lub regularnie monitorować przewodność wody zasilającej, twardość, krzemionkę oraz poziomy CO₂ i obecność utleniaczy. Przewodność daje szybki wskaźnik całkowitego obciążenia jonowego, ale może nie ujawniać słabo zjonizowanych gatunków (CO₂, SiO₂); dlatego pomiar Całkowitych Wymiennych Anionów (TEA) lub obliczanie CO₂ na podstawie alkaliczności/pH jest przydatne. Twardość powinna być mierzona – nawet niewielkie zakłócenia w miękczarce lub na obejściu RO mogą zwiększyć twardość i stworzyć ryzyko osadzania się. Jeśli twardość przekracza specyfikację (>0.1–0.2 ppm jako CaCO₃), operatorzy mogą potrzebować zmniejszyć odzysk EDI lub przeprowadzić profilaktyczne czyszczenie z osadów. Krzemionka w wodzie zasilającej powinna być monitorowana, jeśli górny RO nie jest podwójnego przepływu (niektóre miejsca także dodają etap wymiany jonowej lub adsorbent do krzemionki, jeśli odrzut RO jest niewystarczający). CO₂ monitoruje się przez alkaliczność wody zasilającej lub czujnik CO₂; wysoki CO₂ można usunąć za pomocą membrany odgazowującej lub odgazowacza z wymuszoną cyrkulacją przed EDI, aby zmniejszyć obciążenie na żywicy anionowej. Utleniacze (chlor, chloramina, ozon) muszą być niedetectowalne w wodzie zasilającej – zazwyczaj <0.02 ppm wolnego chloru – ponieważ te substancje zaatakują żywice wymiany jonowej i membrany, nieodwracalnie je uszkadzając. Online ORP lub monitory chloru są często używane po podaniu aktywnego węgla lub dwusiarczanu sodu (powszechne metody odchlorowywania wody zasilającej), aby zapewnić, że nie dojdzie do przełamania utleniacza. SDI (wskaźnik gęstości osadów) w wodzie zasilającej lub mętność również są brane pod uwagę; chociaż RO powinno radzić sobie z cząstkami, wszelkie zanieczyszczenia koloidalne, które dostaną się do EDI, mogą zatykać łóżko żywiczne. Mętność w zasilaniu EDI zazwyczaj utrzymuje się poniżej <0.1 NTU.
Monitoring Jakości Wody Produktu: Głównym parametrem produktu jest oporność (lub przewodność). Wysoka oporność (w MΩ·cm) jest celem; każdy spadek oporności wskazuje na problem z wydajnością. Online mierniki oporności (kompensowane temperaturowo do 25 °C) są używane na wyjściach EDI – na przykład, ciągłe odczyty >15 MΩ·cm mogą być wymagane przez proces, z alarmami, jeśli spadnie poniżej tej wartości. Nagłe spadki oporności mogą oznaczać wzrost zanieczyszczeń w zasilaniu, wyczerpanie żywicy (jeśli prąd jest niewystarczający) lub uszkodzenie, takie jak podarta membrana, która pozwala na wyciek. Śledząc trendy oporności, operatorzy mogą wykrywać stopniowe zanieczyszczenia lub zmiany skokowe. W krytycznych zastosowaniach poziomy krzemionki w produkcie są również mierzone (np. przez online analizatory krzemionki w elektrowniach), ponieważ przełamanie krzemionki może wystąpić przed ogólnym wzrostem przewodności (krzemionka ma słabą przewodność). Dodatkowo, pH produktu pH jest czasami monitorowane; woda produktowa EDI często ma lekko podwyższone pH (7–9) z powodu śladowego wycieku OH⁻, ale drastyczna zmiana pH może wskazywać na nierównowagę w usuwaniu kationów/anionów (na przykład, jeśli żywica anionowa jest wyczerpana, CO₂ może przejść i obniżyć pH).
Monitoring Strumienia Koncentratu: Strumień koncentratu (odrzut) transportuje zanieczyszczenia, a jego stan może wpływać na długość życia EDI. Operatorzy zapewniają, że przepływ koncentratu jest zgodny z projektem i często monitorują konduktywność koncentratu oraz pH. Bardzo wysoka konduktywność koncentratu może oznaczać nadmierny ładunek jonowy lub niewystarczające przepłukanie (ryzykując wytrącanie soli w komorach koncentratu). Wysokie wartości pH koncentratu (z powodu akumulacji OH⁻ z rozkładu wody) mogą zwiastować wytrącanie osadów (CaCO₃ lub Mg(OH)₂ lub SiO₂, jeśli te jony są obecne). Niektóre systemy upuszczają niewielką część koncentratu lub dawkują kwas w celu kontroli pH, jeśli to konieczne. Również ciśnienie na wylocie koncentratu jest monitorowane, aby utrzymać niewielką różnicę ujemną w stosunku do rozcieńczalnika, jak wspomniano; jeśli przepływ koncentratu zostanie zablokowany lub zawór będzie źle ustawiony, co spowoduje wysokie ciśnienie, może to zmusić koncentrat z powrotem do strony produktu - stan, którego należy unikać.
Bilans Przepływu i Odzysk: Podczas pracy utrzymuje się proporcję przepływu rozcieńczalnika (produktu) do przepływu koncentratu zgodnie z wymaganiami. Jeśli przepływ produktu wzrasta, możliwe, że będzie trzeba dostosować przepływ koncentratu lub recyrkulację, aby utrzymać odzysk w odpowiednich ramach. Większość systemów ma rotametry lub czujniki przepływu w strumieniach produktu, koncentratu i płukania elektrody - powinny być one regularnie sprawdzane. Zwykle instalowany jest alarm niskiego przepływu wody produktowej, aby zapobiec działaniu modułu przy niewystarczającym przepływie (co może prowadzić do lokalnego nagrzewania i degradacji żywicy). W rzeczywistości moduły EDI są często chronione przez blokady: wyłącznik minimalnego przepływu na linii produktowej (rozcieńczonej), który wyłącza prąd stały, jeśli przepływ jest zbyt niski, oraz zawory bezpieczeństwa, aby uniknąć nadciśnienia. Operatorzy powinni zweryfikować, czy te środki bezpieczeństwa są funkcjonalne. Utrzymanie zalecanej dystrybucji przepływu (np. produkt vs koncentrat vs płukanie elektrody) jest ważne. Jakiekolwiek długotrwałe nierównowagi (np. brak przepływu w płukaniu elektrody) mogą powodować wytrącanie osadów lub wysychanie w częściach modułu.
Parametry Elektryczne: Ciężar prądu i napięcia zasilania prądem stałym powinny być monitorowane nieprzerwanie. Wiele systemów EDI ma wskaźniki amperowe i często działa przy ustalonym prądzie. Pobór prądu odzwierciedla, ile ładunku jonowego jest przetwarzane - jeśli jakość wody zasilającej się pogarsza, moduł może wymagać większego prądu (jeśli działa w trybie stałego napięcia) lub jakość produktu spadnie (jeśli ograniczono prąd). Zazwyczaj systemy działają w trybie stałego prądu: prąd jest ustalany na wartość powyżej teoretycznego minimum dla TDS w wodzie zasilającej. Napięcie następnie dostosowuje się do potrzeb, do maksimum. Operatorzy zwracają uwagę na napięcie: jeśli zbliża się do granicy zasilania, może to wskazywać, że ogniwa stają się mniej przewodzące (pożądane zatkanie). Nagły spadek wymaganego napięcia może wskazywać na wyciek lub skrót (utrata oporowego połączenia). Niektóre systemy mają zarówno alarmy prądowe, jak i napięciowe. Dobrą praktyką jest również regularne rejestrowanie efektywności prądowej (stosunek usunięcia jonów do przepuszczonego prądu) jako diagnostyki wydajności. Z biegiem czasu, jeśli wystąpią osady, ułamek prądu idący na użyteczne usuwanie jonów może się zmniejszyć (więcej idzie na rozkład wody), co można wywnioskować na podstawie zmian w konduktywności koncentratu w porównaniu do prądu.
Zarośnięcie i osadzanie: Aby zapewnić długowieczność, operatorzy starają się utrzymać EDI w czystości. Konserwacja przedoczyszczania jest kluczowa – np. zapewnienie, że membrany RO działają i nie przepuszczają nadmiernej twardości ani substancji organicznych. Filtry wkładkowe w górnej części powinny być wymieniane zgodnie z harmonogramem, aby uniknąć osadzania się cząstek na żywicy. Jeśli istnieje ryzyko zarośnięcia organicznego (np. napełnianie ma wysoką zawartość TOC lub materiałów biologicznych), dodanie lampy UV przed EDI (w celu utlenienia związków organicznych) lub przeprowadzanie okresowych dezynfekcji może pomóc. Niektóre zakłady okresowo recyrkulują zimny roztwór dezynfekujący (jak rozcieńczony NaOH lub specjalistyczny biocyd) przez EDI, aby zapobiec biofilmowi, chociaż potrzeba ta jest zmniejszona, ponieważ pole elektryczne i warunki wysokiej czystości nie sprzyjają mikroorganizmom.
Ciągłe logowanie: Nowoczesne platformy EDI mają instrumenty do rejestrowania ciśnień, przepływów, oporności, temperatur itp. Regularne przeglądanie tych logów może ujawnić subtelne trendy – na przykład powoli malejąca oporność produktu przez tygodnie może sygnalizować zarośnięcie, co operator może rozwiązać zanim osiągnie to poziomy alarmowe. Logowanie ułatwia również rozwiązywanie problemów, jeśli wystąpi odchylenie.
Podsumowując, operator powinien traktować EDI tak samo jak RO lub inne krytyczne jednostki wodne – utrzymywać stabilne warunki operacyjne, utrzymywać napełnianie w granicach specyfikacji i szybko reagować na wszelkie alarmy lub odchylenia parametrów. W ten sposób EDI będzie konsekwentnie produkować wodę wysokiej jakości, a moduły będą miały przewidywaną żywotność. Wiele systemów może działać przez lata z minimalną interwencją, poza rutynowym monitorowaniem, zwłaszcza jeśli przedoczyszczanie jest solidne.
Kwestie projektowe i instalacyjne systemów EDI
Podczas planowania instalacji systemu EDI należy wziąć pod uwagę kilka czynników technicznych, aby zapewnić udaną integrację i działanie:
Wymagania wstępne: EDI nie jest samodzielnym krokiem oczyszczania; polega na obróbce w górnej części, aby zmniejszyć ładunek. Odwrotną osmoza jest praktycznie zawsze wymagane przed EDI, ponieważ obniża TDS o 90–99%, zapewniając odpowiednie napełnienie. Dodatkowo, w górnej części miękczenie (wymiana jonowa lub dozowanie inhibitorów osadzania) może być konieczne, aby chronić RO (a tym samym EDI) przed twardością. Jednostka odgazowująca (odgazowarka membranowa lub dekantator) do usuwania CO₂ z permeatu RO często jest włączona w celu zmniejszenia ładunku jonowego na EDI (poprzez zapobieganie tworzeniu wodorowęglanów). Filtry węglowe lub chemiczna dechloracja są obowiązkowe, aby usunąć chlor/utleniacze przed RO, aby żaden z nich nie dotarł do EDI. Zasadniczo, upewnij się, że napełnianie spełnia wszystkie specyfikacje jakościowe zalecane przez producenta EDI (przewodność, SDI, twardość, krzemionka, TOC, chlor itp.) przez cały czas. Jeśli jakość wody źródłowej jest zmienna, należy wdrożyć solidne systemy przedoczyszczania i ewentualnie redundantność; EDI jest wrażliwe na odchylenia poza swoim zakresem projektowym.
Rozmiar systemu i konfiguracja modułów: Określ wymaganą przepływność produktu i wybierz liczbę oraz rozmiar modułów EDI odpowiednio. Moduły EDI występują w różnych pojemnościach – na przykład niektóre moduły produkują ~2 m³/h każdy, więc większe systemy przepływowe będą używać wielu modułów równolegle. Moduły można również ustawiać w szeregu dla dodatkowej wysokiej czystości (rzadziej, ponieważ jeden moduł zazwyczaj wystarcza po RO). Projekt systemu powinien przewidywać miejsce na stelaż EDI, w tym zasilacz DC (prostownik) i panel sterowania. Prostownik DC musi być odpowiednio dobrany, aby dostarczać całkowity prąd dla wszystkich modułów przy wymaganym napięciu. Jeśli używane są 4 moduły o maksymalnie 9 A każdy, zasilacz powinien obsłużyć ~36 A przy oczekiwanym napięciu (które może wynosić 100–300 VDC w zależności od projektu modułu). Rozsądnie jest mieć pewien zapas w pojemności zasilacza. Odpowiedni projekt elektryczny, w tym uziemienie, jest kluczowy – wszystkie rury i moduły powinny być uziemione, ponieważ woda i sprzęt są pod wysokim napięciem w stosunku do ziemi podczas pracy. Zabezpieczenia bezpieczeństwa (przełączniki drzwi w panelach elektrycznych itd.) i przestrzeganie norm elektrycznych są obowiązkowe dla bezpieczeństwa operatora.
Integracja hydrauliczna: Moduły EDI są zazwyczaj montowane na stelażu z manometrami dla zasilania, produktu i koncentratu. Pompa zasilająca dla EDI (często używa się pompy wysokociśnieniowej RO z zaworem regulacyjnym lub dodaje się pompę wspomagającą) musi dostarczyć wymaganą przepływność i ciśnienie. Upewnij się, że pompa zasilająca może utrzymać potrzebny przepływ przy około 40–80 psi (typowe ciśnienie robocze), aby przeprowadzić przez opór przepływu modułów EDI. Zawór regulacyjny przepływu lub przepływomierz na linii produktu służy do ustawienia przepływu produktu. Linia koncentratu zazwyczaj ma przepływ lub ogranicznik do ustawienia proporcji. Zaplanuj sposób usunięcia lub ponownego wykorzystania strumienia koncentratu – np. lej z przestrzenią powietrzną (ponieważ koncentrat może zawierać małą ilość gazu wodorowego i zanieczyszczeń), lub rurę do przesyłania go do zbiornika zasilającego RO do recyklingu (z odpowiednimi kontrolami). Jeśli recyklujesz koncentrat, pamiętaj, że wprowadzi ponownie wszelkie CO₂ lub krzemionkę, które zawiera, co może wymagać dostosowań w odzysku RO lub degazera w obiegu recyklingu. Dodatkowo, strumienie koncentratu i elektrod mogą wymagać wentylacji gazów produkowanych w elektrodach (H₂, O₂). Podczas instalacji, otwory wentylacyjne lub separatory degazujące są często instalowane na linii zwrotnej koncentratu, aby bezpiecznie wentylować gaz wodorowy i unikać akumulacji (zgodnie z wytycznymi bezpieczeństwa, H₂ powinien pozostawać poniżej 25% swojej dolnej granicy wybuchowości w zamkniętej przestrzeni).
Kompatybilność materiałów: Upewnij się, że wszystkie materiały w kontakcie z wodą w obiegu EDI są kompatybilne i nie będą wydzielać jonów. Zazwyczaj rury są wykonane z UPVC, polipropylenu lub stali nierdzewnej. Unikaj mosiądzu, miedzi lub jakichkolwiek materiałów, które mogą dodawać jony. Unikaj także materiałów, które wydzielają substancje organiczne. Materiały modułów EDI (żywica, membrany, obudowa) są wybierane przez producenta w celu zachowania czystości; upewnij się, że uszczelki, kleje w reszcie systemu są również czyste. Jeśli zastosowanie jest farmaceutyczne, materiały mogą musieć być zgodne z wymaganiami FDA lub potwierdzone pod kątem śladów wydzielających się substancji.
Środowisko i lokalizacja instalacji: Jednostki EDI muszą być zainstalowane wewnątrz, chronione przed ekstremalnymi temperaturami i światłem słonecznym. Temperatura otoczenia powinna mieścić się w zakresie pracy modułu (10–38 °C), a najlepiej w kontrolowanym pomieszczeniu, aby utrzymać stabilną temperaturę wody. Warunki mroźne zniszczą moduł (rozszerzanie się wody), więc jeśli istnieje jakiekolwiek ryzyko, konieczne jest zastosowanie ogrzewania lub instalacja w pomieszczeniach. Podobnie należy unikać środowisk o wysokiej wilgotności, aby chronić sprzęt elektryczny (maks. 90% wilgotności zgodnie z niektórymi specyfikacjami). Wibracje powinny być ograniczone do minimum; podest powinien znajdować się na stabilnej powierzchni, ponieważ nadmierne wibracje mogą poluzować połączenia lub uszkodzić pakowanie żywiczne. Należy przewidzieć miejsce na dostęp do konserwacji - np. miejsce do rozłączenia i wymiany modułów w razie potrzeby, oraz do podłączenia sprzętu do chemicznego czyszczenia.
Instrumentacja i sterowanie: Dobrze zaprojektowany system EDI będzie zawierał instrumentację dla wszystkich krytycznych parametrów. W minimum należy zainstalować czujniki dla: przewodności podawanej, rezystancji produktu, przepływu produktu, przepływu koncentratu, ciśnienia podawania i ciśnienia wyjściowego oraz temperatury. Często dodatkowe czujniki dla pH podawania, krzemionki produktu itp. są dołączane, jeśli proces wymaga ścisłej kontroli. Interlocki powinny łączyć EDI z RO sterującym - zazwyczaj EDI działa tylko wtedy, gdy permeat RO jest zgodny ze specyfikacją i przepływa; jeśli RO jest wyłączone lub jakość wody jest zła (np. wysoka przewodność), podest EDI można obejść lub wyłączyć w celu ochrony. Należy uwzględnić linię obejściową, aby skierować wodę wokół EDI podczas uruchamiania lub konserwacji, aby można było nadal dostarczać wodę (choć o niższej czystości) do użytkowników w razie potrzeby. Systemy sterowania (PLC/HMI) mogą integrować monitoring EDI i alarmy w ogólne sterowanie zakładem wodnym. Alarmy dla wysokiej przewodności produktu, niskiego przepływu, wysokiego ciśnienia itp. powinny być ustawione, aby informować operatorów lub wyłączać zasilanie modułu przed wystąpieniem uszkodzenia. W elektrowni lub w ciągłej produkcji te alarmy mogą być powiązane z systemem DCS zakładu.
Uruchamianie i pierwsza konfiguracja: Po instalacji początkowe uruchamianie polega na przepłukaniu systemu permeatem RO, sprawdzaniu wycieków, a następnie zasilaniu modułów EDI. Często nowy moduł EDI może potrzebować czasu (kilka godzin do jednego dnia), aby osiągnąć szczytową czystość, ponieważ żywica może wymagać pełnej konwersji do formy H⁺/OH⁻ przez regenerację elektryczną. Podczas pierwszego uruchomienia producenci mogą zalecać cyrkulację wody w pętli i zastosowanie wysokiego prądu przez kilka godzin (okres regeneracji elektro), zanim woda produktu zacznie być używana. Na przykład początkowa regeneracja trwająca 8–24 godziny może być potrzebna dla nowego modułu, aby osiągnąć jakość 16+ MΩ·cm. Zaplanowanie tego kroku uruchamiania jest ważne, aby harmonogramy produkcji uwzględniały to. Po tym można przesłać wodę do przodu (zwykle po potwierdzeniu jakości przez badania laboratoryjne).
Uwzględnienie wszystkich tych czynników w fazie projektowania/instalacji przygotuje grunt pod niezawodne działanie EDI. Kluczowe jest przestrzeganie wytycznych dostawcy dotyczących limitów wody surowej, hydrauliki i podłączeń elektrycznych. Każdy model modułu EDI będzie miał szczegółową instrukcję określającą te wymagania, a przestrzeganie ich (np. oceny filtrów wstępnych, dobór pomp, praktyki okablowania elektrycznego) zapewnia, że system działa zgodnie z zamierzeniami oraz że gwarancje pozostają ważne.
Konserwacja, diagnostyka i żywotność modułu
Jedną z zalet EDI jest zmniejszenie rutynowej konserwacji w porównaniu do chemicznie regenerowanych wymienników jonowych. Niemniej jednak systemy EDI wciąż wymagają starannej konserwacji i okazjonalnej interwencji, aby utrzymać wydajność przez lata użytkowania. Poniżej przedstawione są procedury konserwacyjne, wskazówki dotyczące diagnostyki i oczekiwania dotyczące żywotności modułu:
Rutynowe monitorowanie i konserwacja zapobiegawcza
Jak omówiono w kwestiach operacyjnych, nieprzerwanie monitoruj jakość i parametry systemu. Prowadź dzienniki i szukaj trendów. Codzienne/zmianowe kontrole mogą obejmować rejestrowanie oporu produktu, przewodności wsadu, przepływów, ciśnień oraz prądu/napięcia. Upewnij się, że nie ma alarmów ani odchyleń. Regularnie weryfikuj działanie instrumentów (kalibruj mierniki przewodności/oporu itd. zgodnie z harmonogramem). Również wizualnie skontroluj odpady koncentratu – zwróć uwagę na wszelkie oznaki wytrącania (mętnienie lub osad w przepływie odpadowym lub przy dyszy odpadowej) i sprawdź rury lub otwory koncentratu pod kątem zatykania. Jeśli używasz osobnego strumienia spłukującego elektrodę, sprawdź jego przepływ i upewnij się, że jego wylot nie jest zablokowany (strumień spłukujący elektrodę często kieruje się do odpływu lub powraca do zbiornika wsadu; w przypadku zatykania może dojść do gromadzenia się gazu). W normalnym działaniu moduły EDI są częściowo samoczyszczące z niewielkich zanieczyszczeń (ze względu na ciągłe spłukiwanie jonami), ale konserwacja zapobiegawcza koncentruje się na utrzymywaniu wsadu w specyfikacji – np. regularnie wymieniaj wstępne filtry (filtry 5 mikronów lub 1 mikrona), serwisuj RO w razie potrzeby (czyszczenie, wymiana membran), aby chronić downstream EDI.
Procedury czyszczenia
Z biegiem czasu problemy z wydajnością, takie jak stopniowy spadek oporu produktu lub wzrost spadku ciśnienia, mogą wskazywać na zatykanie lub osadzanie, które wymaga czyszczenia modułów EDI. Systemy EDI można czyścić poprzez cyrkulację odpowiednich środków czyszczących przez komory rozcieńczone i skoncentrowane (podobnie jak CIP – Czyszczenie na miejscu). Wybór roztworu czyszczącego zależy od rodzaju zanieczyszczenia:
Osadzanie (mineralne osady, takie jak węglan wapnia lub wodorotlenki metali)
Zalecane czyszczenie zazwyczaj polega na rozcieńczonym kwasie. Na przykład, ~2% kwasu solnego (HCl) lub kwasu cytrynowego może rozpuścić osady Ca/Mg. Czyszczenie kwasowe tymczasowo przekształca żywicę w formy soli, ale to zostaje przywrócone podczas ponownego uruchomienia.
Zatykanie organiczne lub biologiczne, osady krzemionki
Używa się czyszczenia zasadowego (o wysokim pH). Rozcieńczony roztwór wodorotlenku sodu (NaOH) o stężeniu około 1% często skutecznie usuwa materię organiczną lub biofilm i pomaga rozpuścić osady krzemionki. Zasadowy roztwór wydobywa kwasy organiczne z żywicy i hydrolizuje biofilmy. Czasami stosuje się czyszczenie kombinowane (zasadowe, a następnie kwasowe) jeśli podejrzewa się mieszane zanieczyszczenia, ale należy dokładnie wypłukać między chemikaliami, aby uniknąć reakcji (np. mieszanie kwasu + zasady).
Fizyczne wypłukiwanie
Oprócz chemikaliów, wypłukanie o wysokim przepływie z wody dejonizowanej może pomóc w usunięciu luźno uwięzionych cząstek lub drobnych osadów żywicy (jeśli jakieś są). Upewnij się, że prędkości nie uszkodzą łóżka żywicy, ale tymczasowy wzrost przepływu można wykorzystać podczas czyszczenia do usunięcia zanieczyszczeń.
Czyszczenie zwykle przeprowadza się z wyłączonym zasilaniem DC (brak prądu), aby uniknąć jakichkolwiek reakcji elektromechanicznych z chemikaliami czyszczącymi. Procedura polega na recyrkulacji roztworu czyszczącego przez moduły (często jednocześnie po obu stronach rozcieńczonej i skoncentrowanej) przez określony czas (np. 30–60 minut), a następnie dokładnym spłukaniu wodą o wysokiej czystości. Kluczowe jest wypłukanie wszystkich środków czyszczących, ponieważ pozostałości kwasu lub zasady mogą zaszkodzić żywicy lub membranom, jeśli zasilanie zostanie włączone. Po wypłukaniu, moduły zwykle wymagają ponownego „regenerowania” elektrycznego – tzn. uruchomienia EDI przy normalnym lub lekko podniesionym prądzie z świeżą wodą RO w pętli, aż jakość produktu wróci do specyfikacji. Operatorzy weryfikują wydajność po czyszczeniu, sprawdzając, czy opór produktu i inne parametry odpowiadają lub poprawiają wartości sprzed czyszczenia. Wszystkie zdarzenia czyszczenia powinny być dokumentowane w dziennikach konserwacyjnych, wskazując przyczynę (np. wzrost spadku ciśnienia, wzrost przewodności) i wyniki, co pomaga optymalizować przyszłe harmonogramy konserwacji.
Rozwiązywanie typowych problemów
Obniżona jakość produktu (niski opór)
To jest najczęstszy problem, który wywołuje rozwiązywanie problemów. Jeśli oporność spada, najpierw sprawdź wodę zasilającą – czy przewodność lub CO₂ nagle wzrosły? Jeśli tak, zajmij się zasilaniem (problemy z RO itp.). Sprawdź, czy prąd stały jest na punkcie ustawienia; problem z zasilaniem lub błąd operatora mogą sprawić, że prąd jest zbyt niski. Również zbadaj przepływ koncentratu – jeśli przepływy koncentratu lub płukanie elektrod zatrzymały się (np. z powodu problemu z pompą lub zaworem), moduł może nagromadzić jony. Rozwiązanie polega na przywróceniu przepływów i być może na recyrkulacji przez jakiś czas, aby odzyskać. Jeśli zasilanie i przepływy są w porządku, problem może być związany z zanieczyszczeniem: na przykład, zanieczyszczenie organiczne na żywicy zmniejszy wydajność wymiany. W takim przypadku zaplanuj czyszczenie (zwykle czyszczenie alkali do substancji organicznych). Po czyszczeniu przetestuj jakość ponownie. Jeśli jakość nadal się nie poprawia, może to wskazywać na nieodwracalne uszkodzenie (jak utlenienie żywicy lub zatrucie). W tym momencie wymiana modułu może być konieczna.
Wzrost spadku ciśnienia
Jeśli ciśnienie w module EDI wzrasta znacznie, wskazuje to na zatykanie kanałów przepływu (żywicy lub separatorów). Prawdopodobne przyczyny: zanieczyszczenie cząsteczkowe lub osad. Sprawdź status SDI/filtra zasilania. Jeśli istnieje podejrzenie osadów (np. CaCO₃), konieczne jest czyszczenie kwasowe. W przypadku zanieczyszczeń cząsteczkowych, czasami proste spłukanie dużym przepływem może usunąć zanieczyszczenia. Upewnij się, że żadne zawory nie są częściowo zamknięte. Utrzymujący się wysoki spadek ciśnienia różnicowego może ścisnąć złoże żywicy i dalej pogorszyć wydajność, dlatego należy go rozwiązać niezwłocznie. W skrajnych przypadkach może być konieczne rozebranie modułu (jeśli to możliwe) lub wymiana, jeśli kanał jest trwale zablokowany. Zapobieganie poprzez odpowiednią wstępną filtrację jest kluczowe, jak zauważono w ostrzeżeniach producentów, że szczeliny żywicy EDI mogą się zatkać i szybko pogorszyć wydajność, jeśli są narażone na cząsteczki.
Anomalie elektryczne (wysokie napięcie lub wyłączenia)
Jeśli napięcie w systemie nagle wzrasta powyżej normy przy ustawionym prądzie, sugeruje to, że oporność stosu wzrosła – prawdopodobnie z powodu osadów na membranach lub odwodnienia żywicy. Warstwa osadu na membranie będzie utrudniać przepływ jonów i zwiększać oporność; rozwiązaniem jest czyszczenie chemiczne (odpowiedni kwas lub zasada w zależności od osadu). Wysychanie żywicy (na przykład jeśli EDI był nieumyślnie uruchamiany bez przepływu wody przez pewien czas lub przechowywany nieprawidłowo) może spowodować utratę kontaktu; jedynym rozwiązaniem dla wyschniętej żywicy jest zazwyczaj wymiana, ponieważ powstają pęknięcia i kieszenie powietrzne. Jeśli zasilacz powoduje wyłączenie, sprawdź wszelkie problemy z uziemieniem lub zwarciem – częstą przyczyną jest wyciek wody do złączy elektrycznych lub uszkodzona membrana powodująca bezpośrednie zwarcie elektrod. To wymaga inspekcji fizycznej i możliwej naprawy lub wymiany modułu.
Wycieki kulek żywicy
Chociaż rzadkie w normalnej pracy, jeśli uszczelka w module zawiedzie, możesz zauważyć kulki żywicy w rurach lub filtrach w dół rurociągu. To wymaga wyłączenia modułu i naprawy lub wymiany, ponieważ doszło do wewnętrznej awarii komponentu.
pH wody produktu poza specyfikacją
Jeśli pH produktu znacznie odbiega od neutralnego w nietypowy sposób, może to wskazywać na nierównowagę (np. tylko usuwanie kationów, ale brak usuwania anionów, lub odwrotnie). Może się to zdarzyć, jeśli jeden rodzaj membrany jest uszkodzony lub jeden rodzaj żywicy jest zanieczyszczony. Na przykład, jeśli żywica anionowa jest zanieczyszczona, krzemionka lub CO₂ mogą przejść, obniżając pH. Rozwiązaniem będzie celowanie w to konkretne zanieczyszczenie (czyszczenie alkali dla substancji organicznych, które często zanieczyszczają żywicę anionową).
W rozwiązaniu problemów najlepsze jest systematyczne podejście: weryfikacja jakości zasilania, następnie warunki pracy modułu (przepływy, prąd itp.), następnie rozważenie przeprowadzenia czyszczenia, a jeśli to nie zadziała, izolowanie problemu do konkretnego modułu (w systemach wielomodulowych) poprzez testowanie modułów indywidualnie. Wiele systemów EDI ma wiele modułów; porównując wydajność każdego z nich (jeśli dostępne są pomiary indywidualne), można zidentyfikować, czy pojedynczy moduł jest problematyczny i być może wymienić go jako ostateczność.
Oczekiwania dotyczące żywotności modułu
Przy odpowiedniej obsłudze, moduły EDI mają długą żywotność. Istnieją instalacje działające na tych samych modułach przez 5–10 lat lub dłużej bez wymiany. Typowa oczekiwana żywotność często podawana jest jako większa niż 5 lat ciągłej pracy, zakładając, że woda zasilająca jest stale w zgodności z specyfikacjami i przeprowadzane są regularne konserwacje. W niektórych przypadkach moduły mogą działać znacznie dłużej („wiele lat”) przed tym, jak degradacja żywicy lub membrany wymusi wymianę. Czynniki, które zazwyczaj kończą żywotność modułu EDI to: nieodwracalne zanieczyszczenie (z powodu związków organicznych, krzemionki itd.), utlenianie żywicy (z powodu incydentu z chlorem lub lat śladowego narażenia, powodując utratę pojemności) lub degradacja fizyczna (starzenie się membrany, wycieki uszczelnień). Jeśli jakość wody produktu nie może być już utrzymana nawet po dokładnym czyszczeniu i regeneracji, to znak, że moduł powinien zostać wymieniony. Aby maksymalnie wydłużyć żywotność: utrzymuj doskonałe wstępne traktowanie (bez utleniaczy, niskie TOC itd.), nie szokuj modułu nagłymi zmianami przepływu lub zasilania, unikaj niepotrzebnych wyłączeń (staraj się, aby działał na niskim obciążeniu, jeśli to możliwe, zamiast zatrzymywać go często), i zawsze trzymaj moduł w stanie wilgotnym. Nie pozwól nigdy, aby moduł EDI wyschnął podczas przechowywania lub wyłączenia, ponieważ może to trwale uszkodzić żywicę i membrany. Jeśli EDI musi być wyłączony na dłuższy czas, powinien być przechowywany zgodnie z instrukcjami producenta – zwykle należy go trzymać wypełnionym wodą (lub roztworem konserwującym) i uszczelnionym. Niektórzy zalecają okresowe recyrkulowanie lub krótkotrwałe zasilanie modułu podczas długich okresów bezczynności, aby utrzymać żywicę w stanie zregenerowanym. Producenci często podają, że moduły mogą być przechowywane przez miesiące w stanie wilgotnym; na przykład DuPont określa, że moduły mogą być przechowywane do sześciu miesięcy w oryginalnym opakowaniu z odpowiednimi środkami.
W przypadku osiągnięcia końca żywotności modułu, wymiana polega na odcięciu ciśnienia i izolacji modułu, odłączeniu połączeń elektrycznych i hydraulicznych oraz zainstalowaniu nowego modułu. Nowy moduł będzie wymagał normalnej procedury uruchamiania (spłukanie i początkowy okres regeneracji). Dobrą praktyką jest posiadanie zapasowego modułu (lub przynajmniej krytycznych zapasów, jak zapasowe zasilanie, dodatkowe uszczelki) na wypadek systemów, gdzie przestój byłby krytyczny. Jednak przy dobrej eksploatacji, rzeczywiste wymiany modułów powinny być rzadkie.
Podsumowując, konserwacja EDI koncentruje się na zapobieganiu problemom poprzez konsekwentną pracę i wstępne traktowanie oraz wczesne zajmowanie się zanieczyszczeniem, jeśli się pojawi. W porównaniu do zbiorników wymiany jonowej, które potrzebują częstej regeneracji chemicznej lub wymiany żywicy, EDI oferuje bardziej bezobsługową eksploatację. Ale z pewnością nie jest to bezobsługowe – profesjonaliści zajmujący się uzdatnianiem wody muszą mieć go na oku i przeprowadzać okresowe czyszczenie i kontrolę. Przy odpowiedniej konserwacji moduły EDI działają niezawodnie, a system może działać nieprzerwanie z minimalną interwencją, produkując stały strumień wody o wysokiej czystości.
Cechy konstrukcyjne modułu EDI i specyfikacje techniczne
Moduły EDI od różnych producentów mogą różnić się szczegółami konstrukcyjnymi, ale dzielą wspólne elementy konstrukcyjne. Zrozumienie ogólnych cech konstrukcyjnych i typowych specyfikacji pomaga w ocenie i porównywaniu systemów EDI:
Konstrukcja i materiały
Większość modułów EDI jest zaprojektowana w układzie ramy i płyty lub stosie, z naprzemiennymi rozcieńczonymi i skoncentrowanymi komorami oddzielonymi membranami wymiany jonowej i wypełnionymi żywicą. Typowe materiały obejmują ramy z PVC lub polipropylenu, membrany wymiany jonowej wykonane z polimerów arkuszowych z unieruchomionymi grupami sulfonowymi (kationowymi) lub czwartorzędowymi amoniowymi (anionowymi) oraz mieszane żywice wymiany jonowej (silne kwasy kationowe, silne zasady anionowe w postaci kulkowej). Płyty końcowe trzymają stos razem, a elektrody (często wykonane z nietoksycznych materiałów, takich jak powlekany tytan lub stal nierdzewna) znajdują się na końcach. Niektóre projekty, takie jak niektóre cylindryczne moduły EDI (np. od DuPont), wykorzystują spiralną drogę przepływu dla koncentratu w cylindrze, ale wciąż wewnętrznie składają się z warstw membran i komór wypełnionych żywicą. Wszystkie materiały mające kontakt z cieczą są wybierane pod kątem wysokiej czystości i kompatybilności; na przykład, żywice są mocno regenerowane i przepłukiwane w celu uzyskania niskiego TOC, membrany są podobne do tych używanych w elektrodializie (z długą żywotnością i odpornością na biozanieczyszczenie).
Mieszana żywica
W każdej komorze rozcieńczonej, mieszana żywica wymiany jonowej jest ciasno wypełniona. Żywica zazwyczaj ma określony stosunek żywicy kationowej do anionowej (często 40:60 lub 50:50 objętościowo), optymalizowany pod kątem przewodności i dzielenia wody. Kulkowe cząstki żywicy zapewniają główne działanie dejonizacji i jednocześnie ścieżkę dla prądu elektrycznego (ponieważ sama woda byłaby zbyt oporna, gdyby była dejonizowana). Złoże żywicy także pomaga zapobiegać dzieleniu się wodą, dopóki nie będzie to potrzebne, umożliwiając przewodnictwo jonowe w przedniej części ogniwa, a następnie ułatwiając dzielenie się wodą w dalszej części, tworząc zlokalizowane strefy wysokiego pola. Rozmiar i typ kulek żywicy mogą wpływać na wydajność (finer żywica może zapewnić więcej miejsc wymiany, ale powoduje większy spadek ciśnienia; większość używa jednolitej żywicy w drobnej siatce dla zbalansowanej wydajności).
Membrany wymiany jonowej
Każde ogniwo jest otoczone membraną wymiany kationowej (CEM) po stronie zwróconej w stronę katody i membraną wymiany anionowej (AEM) po stronie zwróconej w stronę anody. Te membrany to zazwyczaj cienkie arkusze (0,1–0,5 mm grubości), które pozwalają na selektywny przepływ kontr-jonów. Membrany zapobiegają wyciekom współ-jonów, zapewniając, że jony usunięte z rozcieńczonego pozostają w koncentracie. Jakość membran (selektywność i opór) wpływa na efektywność stosu – wysoka selektywność jest potrzebna, aby zasadniczo żadne jony wody produktowej nie dyfundowały z powrotem. Membrany są zazwyczaj stabilnymi polimerami, takimi jak polistyren-divinylobenzen, z grupami funkcyjnymi (–SO₃⁻ dla CEM, –NR₃⁺ dla AEM). Często są wzmocnione tkaniną dla większej wytrzymałości. Odległość membran jest utrzymywana przez uszczelki lub przegrody, które również definiują kanały przepływu.
Rozkład przepływu
W każdej komorze mogą znajdować się przegrody lub siatki, aby stworzyć turbulencję i równomierny rozkład przepływu. Niektóre projekty wykorzystują tylko żywicę do wypełnienia przestrzeni (żywica działa jako przegroda), inne wprowadzają siatkę lub ekran, który utrzymuje żywicę na miejscu i kieruje przepływ. Projekt „wszystko wypełnione” odnosi się zarówno do komór rozcieńczonych, jak i skoncentrowanych wypełnionych żywicą. Wypełnienie komór koncentratów żywicą (zamiast pozostawienia ich jako otwarty przepływ) może poprawić przewodność i ograniczyć osadzanie się przez wymianę jonów w koncentracie. Wiele nowoczesnych modułów EDI przyjmuje projekty „wszystko wypełnione” dla lepszej efektywności.
Konfiguracja elektryczna
Moduły mają dwa elektrody: anoda (pozytywna, zwykle na końcu wlotu cieczy lub na wyznaczonym końcu) i katoda (ujemna, na przeciwległym końcu). Łączą się z zasilaniem prądu stałego. Droga prądu przebiega od anody, przez komory koncentratu/rozcieńczenia (za pomocą jonów i żywicy), do katody. Większość modułów traktuje komory elektrod jako oddzielne od głównego przepływu: komory elektrod mogą być zasilane małym strumieniem tej samej wody (często nazywanym płukaniem elektrody lub przepłukiwaniem elektrolitem), aby usunąć produkty reakcji elektrod (gaz H₂ przy katodzie, gaz O₂ i możliwie gaz Cl₂ przy anodzie, jeśli obecny jest jakiś chlorek). Ten strumień płukania elektrody zazwyczaj jest częścią koncentratu lub oddzielnym zasilaniem; odpływa jako odpad. Jeśli chodzi o okablowanie, wiele modułów można połączyć równolegle do tego samego zasilacza (każdy widzi to samo napięcie), lub czasami w szereg dla wyższej dystrybucji napięcia – jednak połączenia równoległe są bardziej powszechne dla jednolitej wydajności.
Typowe Specyfikacje Wydajności
Moduły EDI są oceniane pod względem przepustowości, jakości produktu i innych ograniczeń operacyjnych. Na przykład, pojedynczy moduł może być określony dla: Płynności produktu 6–10 gpm (1,4–2,3 m³/h), produkującego oporność ≥15 MΩ·cm w warunkach projektowych. Odzysk (produkt/wlot) może wynosić do 90–95% w zależności od twardości wlotu. Jeśli chodzi o odrzut, EDI zazwyczaj usuwa >99% jonów z wlotu; przewodność produktu może wynosić <0,1 µS/cm, gdy wlot jest <20 µS/cm. Wielu dostawców podaje, że ich EDI może produkować wodę 16–18 MΩ·cm z permeatu RO, zawierającego np. 1–2 ppm TDS. Krzem w produkcie często wynosi <0,1 ppm, gdy wlot jest <1 ppm. Zakres temperatury roboczej wynosi zazwyczaj 5–35 °C (z najlepszą wydajnością w pobliżu temperatury otoczenia ~20–25 °C). Dozwolone ciśnienie wlotu może wynosić do ~6–7 bar (90–100 psi), z typowym spadkiem ciśnienia na moduł w okolicy 1–2 bar (15–30 psi). Jeśli spadek ciśnienia wzrasta ponad ~3 bar, wskazane jest czyszczenie. Moduły określają również maksymalną twardość wlotu, krzem, CO₂ i chlor w ilościowych terminach (np. twardość <1 ppm jako CaCO₃, krzem <1 ppm, wolny chlor <0,05 ppm, TOC <0,5 ppm itd.). Przestrzeganie tych specyfikacji jest niezbędne do osiągnięcia gwarancji wydajności.
Zużycie energii
EDI jest stosunkowo energooszczędny na poziomie osiągniętej czystości. Typowe zużycie energii może wynosić w granicach 0,1–0,3 kWh na metr sześcienny produktu, w zależności od przewodności wlotu. Na przykład, literatura wskazuje na około 1 kWh na 1000 galonów (3,8 m³) do dejonizacji wody z 50 µS/cm do 10 MΩ·cm. To przekłada się na około 0,26 kWh/m³, chociaż zużycie energii wzrasta, jeśli TDS wlotu jest wyższy lub jeśli potrzebna jest ultra-wysoka czystość (18 MΩ·cm) (z powodu większego prądu przy rozdzielaniu wody). Prąd na moduł może wynosić do ~10 A przy 100–150 V, więc każdy moduł może zużywać w granicach 1 kW. W systemach wielomodułowych moc rośnie wraz z liczbą modułów.
Stopa i połączenia modułów
Moduły EDI mogą różnić się rozmiarem. Niektóre to jednostki cylindryczne o średnicy 8–12 cali i kilku stóp wysokości (często zawierają spiralny stos wewnątrz), ważące około 50 kg. Inne to prostopadłościenne pudełka, które łączą się w odpowiednich szafach. Zwykle każdy moduł ma złącza dla dopływu, wypływu produktu, wypływu koncentratu, a czasami także dopływu koncentratu (jeśli cyrkulacja jest wewnętrzna) oraz zasilania elektrod. Projekt skidów często łączy te złącza w taki sposób, że operator zajmuje się kilkoma połączonymi rurami, a nie wieloma indywidualnymi połączeniami modułów. Zazwyczaj dostarczane są zaciski lub złącza szybkozłączkowe, aby ułatwić wymianę modułów. Kable elektryczne z zasilania podłączają się do elektrod każdego modułu (w szereg lub równolegle). Muszą być one izolowane i często chłodzone wodą lub starannie prowadzone, aby uniknąć kontaktu z mokrymi powierzchniami.
Wariacje projektowe
Podczas gdy zasadnicza zasada jest taka sama, niektórzy producenci mają własne projekty. Na przykład, niektórzy stosują technologię „cienkowarstwową”, gdzie komory rozcieńczone są bardzo cienkie, co zmniejsza odległość, którą muszą pokonać jony, co może poprawić efektywność i pozwolić na nieco wyższe zanieczyszczenie dopływu (jak wyższa tolerancja na krzemionkę). Inni mają segmentowe projekty, gdzie moduł jest wewnętrznie podzielony na segmenty elektrycznie w szereg, aby lepiej wykorzystać napięcie. Ostatnie innowacje obejmują wafle żywiczne lub warstwowe struktury membranowe z żywicy (gdzie żywica jest związana w stałym porowatym dysku lub arkuszu), aby poprawić kontakt i zredukować spadek ciśnienia. Jednak są to zaawansowane wariacje i jeszcze nie są powszechnie stosowane we wszystkich branżach. Standardowe moduły będą miały podobne parametry wydajnościowe.
Sprzęt pomocniczy
System EDI będzie zawierał prostownik prądu stałego, który pobiera prąd zmienny z sieci i wyprowadza prąd stały o wymaganym napięciu/aktualnym przepływie. Nowoczesne jednostki są półprzewodnikowe i mogą być kontrolowane przez PLC systemu w celu dostosowania prądu. Skid będzie również mieć panel kontrolny i być może PLC z HMI do obsługi. Dodatkowo, często dołączane są złącza do czyszczenia na miejscu (CIP) – porty, przez które roztwór czyszczący może być wprowadzany do krążenia przez moduły. Funkcje bezpieczeństwa, takie jak zawory bezpieczeństwa na linii koncentratu (aby chronić membrany przed nadmiernym ciśnieniem) i wentylacje dla gazów, były wspomniane wcześniej.
W arkuszach danych technicznych można zauważyć specyfikacje takie jak: „Jakość wody produktowej: ≥16 MΩ·cm; Ubytek krzemionki: <0.020 mg/L; Usuwanie CO₂: 90%; Nominalna odzyskiwalność: 90%; Wymagania w zakresie dopływu: <30 µS/cm, <0.5 ppm twardości, SDI<1, 5–35 °C; Zasilanie: 48 V, 5 A na parę ogniw,” itd. Dają one poczucie celów projektowych i limitów. Dokładne liczby różnią się w zależności od modelu i producenta, ale trendy są podobne: bardzo wysoka czystość produktu, ścisłe limity dopływu oraz projekt maksymalizujący usuwanie jonów, a jednocześnie minimalizujący osadzanie.
Ostatecznie warto zauważyć, że moduły EDI są zazwyczaj obsługiwane w celu uzyskania wody o wysokiej czystości w stosunkowo czystych środowiskach; dlatego zużycie mechaniczne jest minimalne. Najbardziej prawdopodobne do wymiany z czasem są żywice wymiany jonowej (które mogą ulegać degradacji) i membrany. Niektóre projekty modułów pozwalają na odnowienie (wymiana żywicy lub membran wewnątrz), ale wiele z nich jest fabrycznie uszczelnionych, a cały moduł jest wymieniany, gdy wydajność zostanie wyczerpana. Przy wyborze systemu EDI, uwzględnienie dostępności wsparcia i wymian oraz reputacji projektu modułu (pod względem niezawodności i łatwości konserwacji) jest równie ważne, jak początkowe specyfikacje wydajnościowe.
Anlayarak EDI süreç aşamalarını ve işletim parametrelerini kontrol altında tutarak, mühendisler bir elektrodiyaliz sisteminin kesintisiz olarak ultra saf su üretmesini sağlayabilirler. EDI, modern sanayide ihtiyaç duyulan en yüksek kaliteye sahip suyu arıtmak için çekici bir çözüm sunmaktadır – kimyasal içermeyen yenilenme, sürekli işletim ve doğru tasarlandığında ve yönetildiğinde kanıtlanmış güvenilirlik sunar.
Güvenilir referanslar
DI sistemlerimize güvenen markaları keşfedin ve tek tıklamayla tüm referanslarımızı inceleyin
Tüm referanslarımızı görün





