
Elettrodeionizzazione (EDI)
L'elettrodeionizzazione (EDI) è una tecnologia avanzata di trattamento dell'acqua che produce acqua ultra-pura rimuovendo gli ioni disciolti senza rigenerazione chimica. Utilizzando resine scambiatrici di ioni, membrane selective e una corrente elettrica, i sistemi EDI eliminano efficacemente le impurità, garantendo acqua di alta qualità per applicazioni critiche.
La tecnologia EDI utilizza resine scambiatrici di ioni e membrane per rimuovere i sali disciolti dall'acqua, guidata da un campo elettrico. Questo processo elimina la necessità di rigeneratori chimici, rendendolo un'opzione ecologica ed economica. Con la sua operazione continua e i requisiti di bassa manutenzione, i sistemi EDI offrono prestazioni affidabili e riducono al minimo i tempi di inattività.
I sistemi EDI svolgono un ruolo cruciale in settori come quello farmaceutico ed elettronico, in particolare per applicazioni che richiedono acqua ad alta purezza come l'alimentazione delle caldaie e il risciacquo ultrapuro. La loro affidabilità nel soddisfare rigorosi standard di qualità li rende un'opzione preferita nel trattamento moderno delle acque.
Serie di prodotti di Elettrodeionizzazione (EDI)
Scopri i nostri gruppi di prodotti progettati per le tue esigenze
Elettrodeionizzazione di tipo laboratorio
Sistemi di elettrodeionizzazione progettati per applicazioni in laboratori di ricerca.

Sistemi industriali ad alta capacità
Sistemi di elettrodeionizzazione (EDI) industriali ad alta capacità.

Sistemi EDI su misura
Sistemi di elettrodeionizzazione progettati su misura per applicazioni industriali.

Sistemi di Elettrodeionizzazione di tipo laboratorio
Serie Mini di Elettrodeionizzazione di tipo laboratorio
I sistemi di elettrodeionizzazione (EDI), che offrono uno spettro di capacità da 1 l/h a 8 l/h, sono progettati meticolosamente per generare acqua di eccezionale purezza, soddisfacendo i rigorosi requisiti degli ambienti di laboratorio.

Maxi Lab-Type Electrodeionization Series
Questi sistemi di deionizzazione, con una capacità di flusso che va da 10 l/h a 50 l/h, sono progettati per fornire acqua ad alta purezza per le attività di laboratorio con eccezionale efficienza e affidabilità.
Sistemi di Elettrodeionizzazione Industriale (EDI)
Serie di Elettrodeionizzazione Industriale (EDI)
I nostri sistemi di elettrodeionizzazione (EDI), con capacità che vanno da 0,25 m³/h a 50 m³/h, sono progettati per produrre acqua ultrapura con una resistenza di fino a 20 MΩ. Compatti ed efficienti, possono essere personalizzati come soluzioni plug-and-play per un funzionamento senza soluzione di continuità.
Sistemi su Misura per le Tue Esigenze
Scopri soluzioni personalizzate progettate per soddisfare le tue specifiche esigenze. Migliora la qualità dell'acqua e le prestazioni del sistema con le nostre opzioni personalizzabili oggi!

Telefono
Indirizzo
Akçaburgaz, 3026. Sk No:28, 34522 Esenyurt/Istanbul TURCHIA
Elettrodeionizzazione (EDI) per la Purificazione dell'Acqua
L'elettrodeionizzazione (EDI) è un metodo avanzato di purificazione dell'acqua che produce acqua deionizzata di alta purezza utilizzando una combinazione di resine a scambio ionico, membrane selettive per gli ioni e un campo elettrico CC. Viene tipicamente utilizzato come fase di rifinitura dopo l'osmosi inversa (RO), rimuovendo i contaminanti ionici rimanenti per raggiungere resistività fino a 15–18 MΩ·cm (qualità dell'acqua ultrapura). A differenza dei tradizionali scambiatori di ioni a letto misto che richiedono rigenerazione chimica periodica con acidi e basi, l'EDI funziona in modo continuo e senza reagenti chimici, poiché il campo elettrico rigenera continuamente le resine in-situ. Questo rende l'EDI una tecnologia “verde”, eliminando sostanze chimiche rigeneranti pericolose e rifiuti, e riducendo i costi operativi e i tempi di inattività associati alla rigenerazione delle resine. I moduli EDI sono comunemente chiamati sistemi CEDI (elettrodeionizzazione continua) per la loro operazione continua. Sviluppata negli anni '80 e commercializzata alla fine degli anni '80, l'EDI è diventata una tecnologia provata ampiamente adottata in industrie che richiedono acqua di alta purezza.
Come funziona l'EDI
L'EDI integra i principi dell'elettrodialisi convenzionale e dello scambio ionico in un unico processo. In un dispositivo EDI, l'acqua scorre attraverso compartimenti riempiti con resina a scambio ionico a letto misto, che sono situati tra membrane a scambio cationico e anionico. Una tensione DC applicata attraverso la pila provoca la migrazione dei cationi verso il catodo e degli anioni verso l'anodo. Le membrane selettive per gli ioni indirizzano questi ioni nei canali di concentrazione adiacenti (rifiuto), mentre la resina scambia continuamente gli ioni ed è rigenerata elettricamente. Fondamentalmente, l'EDI coinvolge tre fenomeni simultanei:
Scambio Ionico: Rimozione degli ioni dall'acqua mediante resine a scambio ionico nel compartimento diluito (prodotto).
Elettromigrazione (Elettrodialisi): Separazione degli ioni attraverso le membrane sotto un campo elettrico, trasportando gli ioni rimossi nei compartimenti di concentrazione.
Rigenerazione Elettrochimica: Rigenerazione in situ della resina tramite scissione dell'acqua – il campo elettrico provoca la dissociazione dell'acqua in H⁺ e OH⁻ che ricaricano continuamente la capacità di scambio della resina.
Combinando queste fasi, l'EDI produce acqua deionizzata purificata in modo continuo. Le sezioni seguenti forniscono una spiegazione dettagliata di ogni fase del processo EDI, i parametri operativi da monitorare, i contaminanti tipici rimossi, applicazioni e considerazioni importanti per la progettazione, le operazioni e la manutenzione dei sistemi EDI.
Processo e Fasi EDI
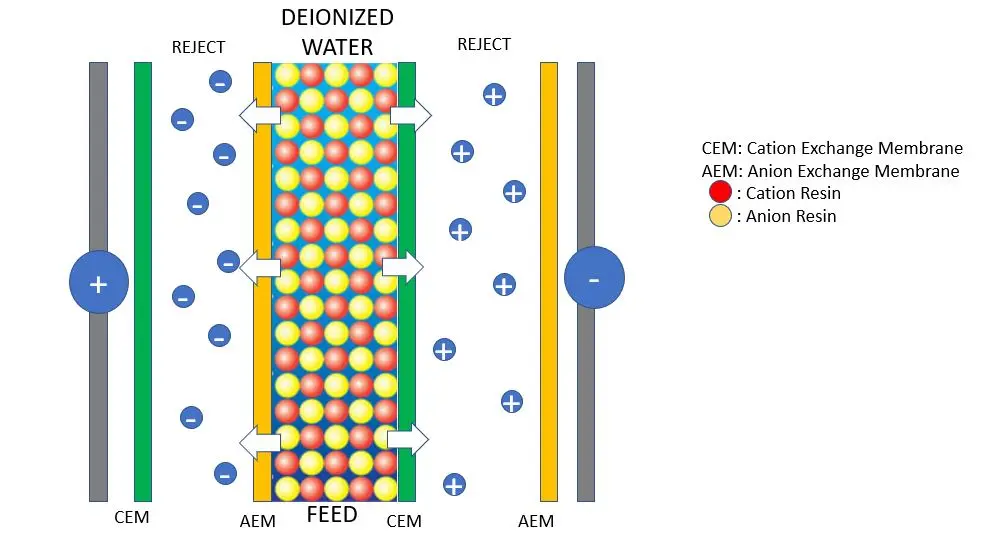
Schema di una coppia di celle di elettrodeionizzazione con perle di resina a scambio ionico (resine cationiche e anioniche miste) tra membrane selettive per ioni (CEM = membrana a scambio cationico, AEM = membrana a scambio anionico). Un campo elettrico DC applicato (anodo positivo a sinistra, catodo negativo a destra) spinge i cationi (+) verso il catodo attraverso membrane permaselettive per cationi e gli anioni (–) verso l'anodo attraverso membrane selettive per anioni, nelle camere di concentrazione (“rifiuto”). Questa rimozione continua di ioni produce acqua deionizzata nel compartimento centrale (diluenti).
I moduli EDI sono tipicamente costruiti come impilamenti di molte "coppie di celle", ogni coppia consiste in un compartimento di diluizione (noto anche come camera diluita o di prodotto) e un compartimento di concentrazione (camera di concentrazione o di scarto) separati da membrane selettive per gli ioni. Ogni compartimento di diluizione è riempito con un letto misto di resina scambiatore di cationi e anioni. Un anodo e un catodo sono posizionati a ciascun estremità dello stack per stabilire il campo elettrico. Quando l'acqua di alimentazione (di solito permeato RO) viene introdotta nelle camere di diluizione e viene applicata una tensione CC, il processo EDI coinvolge le seguenti fasi:
Scambio ionico (fase di deionizzazione)
Nella prima fase, ioni nell'acqua di alimentazione vengono catturati dalle resine a scambio ionico nella camera di diluizione. La resina a letto misto è inizialmente nella sua forma rigenerata (resina cationica in forma di idrogeno e resina anionica in forma di idrossido, simile a una resina DI a letto misto fresca). Man mano che l'acqua scorre attraverso il letto di resine, i contaminanti ionici vengono scambiati sui siti delle resine: le specie cationiche nell'acqua (es. Ca²⁺, Mg²⁺, Na⁺, K⁺, NH₄⁺) sostituiscono gli ioni H⁺ dalla resina cationica, e le specie anioniche (es. Cl⁻, SO₄²⁻, NO₃⁻, HCO₃⁻, CO₃²⁻, F⁻, silice (SiO₂⁻), borato) sostituiscono gli ioni OH⁻ dalla resina anionica. Gli H⁺ e OH⁻ rilasciati si ricombinano immediatamente per formare H₂O pura. Attraverso questo meccanismo di scambio ionico, l'alimentazione viene deionizzata mentre passa attraverso il letto di resine – efficacemente la resina rimuove gli ioni disciolti e purifica l'acqua. Questa deionizzazione da parte della resina è analoga a un comune scambiatore ionico a letto misto, ma avviene in modo continuo in EDI piuttosto che per lotti. Quando l'acqua raggiunge l'uscita della camera di diluizione, la maggior parte dei forti contaminanti ionici è stata rimossa sulla resina. La resistività dell'acqua nella camera di diluizione aumenta quindi man mano che gli ioni vengono rimossi.
Parametri & Considerazioni – Fase di Scambio Ionico: Le prestazioni di questa fase dipendono dalla qualità dell'acqua di alimentazione e dalle condizioni della resina. I parametri importanti da monitorare includono:
Conductività dell'Alimentazione (TDS): L'alimentazione EDI (di solito permeato RO) dovrebbe avere solidi disciolti totali bassi (ad es. < 40 µS/cm, spesso molto più basse) per garantire che la resina possa catturare inizialmente la maggior parte degli ioni e che l'EDI operi nel suo intervallo ottimale. Una maggiore conduttività dell'alimentazione significa un carico ionico più elevato, richiedendo una maggiore corrente elettrica per rimuovere gli ioni; se eccessivo, la resina EDI potrebbe avere difficoltà a lucidare l'acqua a elevata purezza.
Durezza del Feed: Anche la durezza residua (Ca²⁺, Mg²⁺) può esaurire i siti di scambio della resina e causare incrostazioni nel concentrato. Tipicamente, la durezza del feed è limitata a ~1 mg/L come CaCO₃ (spesso <0.1 mg/L per applicazioni ultra-pure). La durezza viene solitamente rimossa mediante ammorbidimento a monte o tramite RO. Se la durezza supera i limiti di progetto, può precipitare come CaCO₃ nel concentrato o addirittura intasare la resina, riducendo l'efficienza dello scambio ionico.
Feed CO₂ (Diossido di Carbonio) e Specie Debolmente Ionizzate: Il CO₂ nell'acqua forma bicarbonato/carbonato che la resina anionica catturerà, consumando OH⁻. L'alimentazione EDI richiede spesso la degassazione del CO₂ dopo l'RO se il CO₂ è alto, perché il CO₂ non conduce ma caricherà la resina e sarà successivamente rilasciato come bicarbonato, influenzando la resistività. La Silice (acido debole ionizzato H₄SiO₄) è un'altra specie – in genere dovrebbe essere <1–2 mg/L nell'alimentazione EDI. Questi acidi/basi deboli non vengono completamente rimossi dall'RO ma possono essere gestiti dalla rigenerazione continua dell'EDI (discusso in seguito).
Portata attraverso la resina (Tempo di permanenza): È necessario un tempo di permanenza del flusso sufficiente nel letto di resina per un'efficace scambio ionico. Se il flusso è troppo elevato, la rimozione degli ioni potrebbe essere incompleta; se è troppo basso, aumenta il rischio di incrostazioni nel concentrato. I produttori specificano un intervallo – ad esempio, un modulo potrebbe gestire 1,5–2,2 m³/h di flusso di prodotto. Operare all'interno della portata progettata garantisce che il passo di scambio ionico possa avvenire in modo efficiente.
Temperatura: La cinetica di scambio della resina e la conducibilità migliorano con la temperatura (entro limiti). I moduli EDI operano tipicamente tra 10 °C e 38 °C. Al di sotto di ~10 °C, la mobilità degli ioni della resina è ridotta e la deionizzazione è meno efficiente; al di sopra del massimo, i materiali della resina o della membrana possono degradarsi. Mantenere la temperatura di alimentazione nell'intervallo mantiene efficace la fase di scambio ionico.
Durante il normale funzionamento, la fase di scambio ionico dovrebbe rimuovere la maggior parte degli ioni, e la conduttività dell'acqua di prodotto diminuisce significativamente attraverso il letto di resina. Se i sensori mostrano una conduttività anomala all'inizio del processo (ad es. misurazioni nel cellulare centrale se disponibili, o un inatteso calo nella resistività del prodotto), potrebbe indicare esaurimento della resina o incrostazione in questa fase. In pratica, poiché la resina è continuamente rigenerata dalla fase successiva, la capacità di scambio ionico è sostenuta – qualsiasi calo nelle prestazioni solitamente indica problemi come incrostazione organica della resina o corrente di rigenerazione insufficiente, piuttosto che semplice esaurimento come in un sistema a letto misto statico.
Migrazione Ionica (Fase di Separazione Elettrochimica)
La seconda fase dell'EDI è la separazione elettrochimica degli ioni tramite migrazione ionica sotto il campo elettrico DC applicato. Una volta che le resine nella camera di diluizione catturano gli ioni, quegli ioni non vengono trattenuti permanentemente: il campo elettrico li tira via dalle sfere di resina e li spinge fuori dal compartimento di diluizione. I cationi desorbiti dalla resina cationica migrano verso il catodo carico negativamente, e gli anioni dalla resina anionica migrano verso l'anodo carico positivamente. Su ciascun lato di un compartimento di diluizione, membrane selettive per ioni consentono il passaggio di cationi o anioni nei compartimenti concentrati adiacenti:
Le membrane di scambio cationico (CEM) delimitano il lato della camera diluita che fronteggia il catodo. Queste membrane consentono il passaggio dei cationi nel compartimento concentrato, ma rifiutano gli anioni.
Le membrane ad scambio anionico (AEM) bordano il lato rivolto all'anodo, consentendo agli anioni di migrare all'esterno, ma bloccando i cationi.
Mentre gli ioni vengono estratti dalla cella di diluizione attraverso la membrana appropriata, entrano nelle camere di concentrazione. È importante notare che una seconda membrana sul lato opposto di ciascuna camera di concentrazione impedisce agli ioni di migrare ulteriormente nella prossima cella di diluizione. Ad esempio, un catione che è passato attraverso una CEM in una camera di concentrazione incontrerà una membrana di anione sul lato opposto di quella camera, che non può oltrepassare, intrappolando efficacemente il catione nel compartimento di concentrazione. Allo stesso modo, gli anioni che lasciano una cella diluita sono confinati da una membrana di catione sul lato opposto della concentrazione. In questo modo, gli ioni rimossi vengono raccolti nei canali di concentrazione (che trasportano un flusso lento di salamoia), isolandoli dal flusso d'acqua del prodotto. Il risultato netto è una continua rimozione e trasferimento di ioni: il flusso diluente è privato di ioni e diventa un prodotto deionizzato, mentre il flusso di concentrazione porta via gli ioni rimossi.
Questa fase è essenzialmente un processo di elettrodialisi migliorato da resina. La presenza di resina a scambio ionico nei compartimenti di diluizione aumenta notevolmente la conducibilità e facilita il trasporto degli ioni, permettendo all'EDI di raggiungere livelli di residui ionici molto più bassi rispetto all'elettrodialisi da sola. La resina fornisce un percorso ad alta densità di gruppi funzionali caricati in modo che, anche quando l'acqua diventa molto pura (e la sua conducibilità diretta diminuisce), la corrente elettrica possa ancora viaggiare attraverso la resina, trascinando gli ioni. Senza resina, una volta che il contenuto ionico dell'acqua diventava basso, la resistenza aumentava e limitava ulteriormente la rimozione degli ioni; con la resina, rimane un mezzo conduttivo costante, che consente la rimozione degli ioni a livelli di traccia.
Parametri & Considerazioni – Fase di Separazione: I fattori chiave in questa fase riguardano le condizioni elettriche e idrauliche che guidano la migrazione degli ioni:
Corrente / Tensione CC: La forza motrice per la migrazione degli ioni è la corrente elettrica applicata. I sistemi EDI sono spesso operati sotto una modalità di corrente costante (o limitata) per mantenere una rimozione desiderata. Deve essere fornita sufficiente corrente per allontanare tutti gli ioni dalla diluente. Se la corrente è troppo bassa, alcuni ioni rimarranno sulla resina e fuoriescono nel prodotto; se è troppo alta, possono verificarsi reazioni elettrochimiche eccessive (scissione dell'acqua, evoluzione di gas) (fino ai limiti di progetto). I produttori specificano l'intervallo di corrente ottimale per modulo (ad esempio, un modulo può utilizzare ~4–9 A). Ad esempio, un modulo EDI DuPont consente fino a 9.0 A e ~160 V CC per modulo. L'alimentatore di corrente continua del sistema (raddrizzatore) deve essere dimensionato di conseguenza e mantenuto stabile (la corrente di uscita non deve variare oltre ±5%). Tipicamente, la tensione si aggiusterà in base alla conduttività dell'acqua di alimentazione e alla corrente desiderata; man mano che l'acqua di alimentazione diventa più pura durante il funzionamento, la resistenza aumenta e la tensione richiesta potrebbe salire. Monitorare la tensione del gruppo a corrente data può indicare se le celle stanno diventando intasate o incrostanti (una tensione crescente nel tempo alla stessa corrente suggerisce una resistenza più alta, possibilmente dovuta a incrostazione della membrana o intasamento della resina).
Flussi (Diluato e Concentrato): Il flusso del diluato (prodotto) influisce sul tempo di residenza come notato, ma influisce anche sulla rapidità con cui gli ioni vengono espulsi dopo lo scambio. Il flusso del concentrato è altrettanto cruciale: deve essere sufficientemente alto per espellere gli ioni rimossi dalle camere del concentrato e prevenire la precipitazione, ma non così alto da diluire eccessivamente il contenuto ionico o causare una caduta di pressione eccessiva. Molti sistemi EDI impostano il flusso del concentrato a circa il 5-10% del flusso del prodotto, risultando in un rifiuto di concentrato di ~5-10% dell'acqua di alimentazione (ad es. 90-95% di recupero dell'acqua). Recuperi più elevati sono possibili riciclando il concentrato nel feed RO, ma solo se ingegnerizzato con attenzione (il riciclo può aumentare il carico di CO₂ e rischiare di reintrodurre impurità). È importante monitorare la conducibilità dell'uscita del concentrato – una crescente conducibilità del concentrato indica che sta trasportando via ioni (normale), ma se diventa troppo saturo (vicino ai limiti di scaling) o troppo basso (indicando forse un basso carico ionico o una perdita di membrane dell'acqua di prodotto), potrebbe segnalare problemi. Tipicamente, la conducibilità del concentrato sarà superiore alla conducibilità del feed poiché raccoglie gli ioni.
Controllo della Pressione e delle Perdite: I flussi di diluizione e concentrazione sono a pressioni leggermente diverse – l'uscita del concentrato è solitamente mantenuta a una pressione più bassa rispetto all'uscita del diluito/prodotto per prevenire eventuali perdite di ritorno del concentrato nel prodotto. Gli operatori monitorano il differenziale di pressione: la pressione all'uscita del concentrato dovrebbe essere di alcuni psi più bassa (ad esempio, 0.5–0.7 bar più bassa) rispetto all'uscita del prodotto. Se si verifica un differenziale di pressione nella direzione sbagliata, l'acqua del prodotto potrebbe essere contaminata dal concentrato. Inoltre, misurare la caduta di pressione attraverso i compartimenti di diluizione aiuta a rilevare l'intasamento (un aumento della caduta di pressione significa che i canali di flusso nella resina potrebbero essere ostruiti da detriti o incrostazioni).
Salute della Membrana: Anche se doğrudan bir "parametre" değildir, iyon seçici membranların bütünlüğü hayati öneme sahiptir. Eğer bir membran hasar görürse (yırtık veya sızıntı), akışların çapraz kontaminasyonuna neden olabilir. Akışların iletkenliği veya iyon analizi bazen bunu tespit edebilir (örneğin, ürün içinde beklenmedik şekilde yüksek iyonlar veya garip pH kaymaları). Ürün dirençliliğinin düzenli izlenmesi ve konsantrelerin tortu açısından görsel olarak incelenmesi, membran sorunlarını yakalamaya yardımcı olabilir.
Durante il funzionamento, la fase di separazione è per lo più autoregolante data una corrente e flussi fissi. Gli operatori terranno d'occhio la resistività dell'acqua di prodotto continuamente – questa è una misura aggregata di quanto bene l'intero processo sta rimuovendo gli ioni. Una resistività costantemente alta (bassa conducibilità) significa che la fase di migrazione sta efficacemente rimuovendo gli ioni. Se la resistività del prodotto inizia a scendere al di sotto dell'obiettivo (ad es. al di sotto di 1 MΩ·cm o al di sotto della specifica come 5 MΩ·cm per l'acqua di alimentazione della caldaia, o 15 MΩ·cm per il grado semiconduttore), suggerisce che la rimozione degli ioni tramite migrazione è insufficiente, forse a causa di corrente inadeguata, agenti contaminanti che ostacolano il trasporto degli ioni, o resina esaurita (se la rigenerazione non è al passo). In tali casi, gli operatori possono aumentare la corrente (se la capacità lo consente), effettuare manutenzione/pulizia, o controllare la qualità dell'alimentazione per ripristinare le prestazioni.
Rigenerazione In-Situ (Fase di Rigenerazione Elettrochimica)
Un aspetto unico e critico dell'EDI è la continua rigenerazione elettrochimica del letto di resina. Questa terza fase si verifica simultaneamente mentre la resina rimuove e trasporta ioni. Quando l'acqua diluente diventa molto bassa in contenuto ionico verso l'uscita del letto di resina, gli ioni disponibili per trasportare corrente elettrica sono esauriti. Tuttavia, piuttosto che fermare la corrente, il forte campo elettrico provoca una parte dell'acqua a dissociarsi (dividersi) in ioni idrogeno (H⁺) e idrossido (OH⁻). Questo fenomeno, essenzialmente un'elettrolisi localizzata dell'acqua, è spesso definito "scissione dell'acqua" nell'EDI. Avviene prevalentemente alle interfacce delle resine e delle membrane o nei giunti resina-resina quando il potenziale locale supera una soglia (circa 0.8 V attraverso un'interfaccia sfera di resina-membrana è sufficiente per scindere le molecole d'acqua). Gli ioni H⁺ e OH⁻ recentemente generati si attaccano immediatamente alla resina a scambio ionico, rigenerando la resina cationica in forma H⁺ e la resina anionica in forma OH⁻ in situ. Questo è equivalente a ricaricare continuamente la resina con acido e base, ma viene realizzato elettricamente e su base continua.
La scissione e rigenerazione dell'acqua è ciò che permette all'EDI di produrre acqua ultra-pura continuamente senza tempi morti chimici. In effetti, la resina nella parte finale della camera di diluizione viene costantemente rigenerata dagli H⁺/OH⁻ prodotti, che sostituiscono gli ioni di impurità catturati. Quegli ioni di impurità spostati (ad esempio, Na⁺ su un sito di resina viene espulso da H⁺) si uniscono poi alla migrazione e vengono trascinati nel concentrato. Gli H⁺ e OH⁻ che hanno preso il loro posto sulla resina si ricompongono infine per formare acqua una volta che il sito della resina si sposta su una sezione fresca, o neutralizzano acidi/basi deboli nell'acqua. Questo ciclo di auto-rigenerazione significa che il letto di resina non si esaurisce come in un sistema convenzionale; viene continuamente rigenerato internamente. Di conseguenza, l'EDI può mantenere una elevata purezza dell'acqua di prodotto in modo costante nel tempo, piuttosto che la tipica curva di esaurimento di un scambiatore di ioni autonomo.
Un notevole beneficio di questa rigenerazione mediante scissione dell'acqua è la rimozione di contaminanti debolmente ionizzati come il diossido di carbonio (come H₂CO₃) e la silice. In uno scambiatore di ioni a letto misto, il CO₂ e il SiO₂ sono difficili da rimuovere una volta che gli ioni forti sono esauriti, ma nell'EDI, l'H⁺ e l'OH⁻ rigenerati neutralizzano efficacemente queste specie: il CO₂ viene convertito in bicarbonato/carbonato e rimosso dalla resina anionica, e la silice (un acido debole) può essere deprotonata da OH⁻ per formare silicato, che viene poi rimosso. Pertanto, l'EDI può ottenere una ulteriore rimozione di questi contaminanti deboli dopo che gli ioni forti sono scomparsi. Questo è il motivo per cui l'EDI è spesso utilizzato per "lucidare" l'acqua RO, poiché la RO potrebbe non rimuovere completamente il CO₂ o la silice disciolti, ma l'EDI può eliminarli grazie al regime di alta resistività e alla rigenerazione continua.
Parametri & Considerazioni – Fase di Rigenerazione: Il principale fattore per la rigenerazione è mantenere un appropriato flusso elettrico (o densità di corrente) che supera la "corrente limitante" dei compartimenti diluiti. La corrente limitante è la soglia in cui gli ioni disponibili nel diluato sono completamente trasportati; oltre questo, la corrente aggiuntiva provoca la scissione dell'acqua. Gli operatori si assicurano che il sistema EDI sia funzionato leggermente nella modalità di corrente oltre il limite per sostenere la rigenerazione continua. I punti chiave includono:
Impostazione corrente per la rigenerazione: Le unità EDI sono progettate tipicamente con una corrente target che rimuove il carico ionico e fornisce sufficiente eccesso per scindere l'acqua. Ad esempio, se un'alimentazione ha un certo carico ionico totale (spesso quantificato come anioni/cationi totali scambiabili in equivalenti), il design del sistema specificherà una corrente minima per trasportare quegli ioni. Qualsiasi corrente al di sopra di quella contribuisce a rigenerare la resina mediante scissione dell'acqua. Se la corrente è impostata troppo bassa (sotto il valore necessario), la resina nella parte successiva della cella potrebbe saturarsi e non rigenerarsi, portando a perdite di ioni. Se la corrente è troppo alta, la scissione dell'acqua è eccessiva, il che può aumentare il pH del prodotto o concentrare il pH eccessivamente e potenzialmente causare incrostazioni o degrado accelerato della membrana, e spreca energia. Pertanto, controllare la corrente all'interno della banda ottimale è cruciale. In pratica, molti sistemi EDI funzionano a una corrente fissa e si basano sulla qualità dell'alimentazione rientrante nelle specifiche. Se il carico ionico dell'alimentazione aumenta (ad es. maggiore CO₂ o una perdita di durezza), l'operatore potrebbe dover aumentare la corrente per mantenere la rigenerazione.
Monitoraggio della tensione: Come accennato, un aumento della tensione per una determinata corrente può indicare scaling o ostruzione. Un aspetto particolare della scissione dell'acqua è che può aumentare il pH locale nel concentrato (dove si accumula OH⁻) e diminuire il pH nelle zone vicino all'anodo (dove si accumula H⁺). Correnti estremamente elevate possono quindi portare a pH elevati nel concentrato, che potrebbero far precipitare silice o carbonato di calcio. Monitorare il pH del concentrato o calcolare l'indice di saturazione di Langelier può essere parte del controllo dello scaling durante la rigenerazione. Alcuni sistemi limitano la corrente o il recupero per mantenere il pH del concentrato al di sotto di determinati valori (ad esempio, se il pH del concentrato supera >10 a causa di eccesso di OH⁻, la silice potrebbe polimerizzarsi).
Condizione della resina: Nel tempo, le resine possono perdere capacità a causa di ostruzioni o danni ossidativi. Il processo di rigenerazione le mantiene attive, ma se la resina è danneggiata (ad esempio, da attacco di cloro o ostruzione organica), anche la dissociazione dell'acqua non ripristinerà completamente i siti di scambio. Se gli operatori notano che anche a corrente normale o massima la resistività del prodotto tende a diminuire nel tempo, potrebbe indicare usura della resina e ridotta efficacia della rigenerazione. Questo potrebbe rendere necessaria la sostituzione del modulo.
Effetti della temperatura: La dissociazione dell'acqua è endoassorbente ed è anche limitata dalla cinetica; l'acqua più calda può facilitare una dissociazione più facile. Operare a temperature troppo basse potrebbe leggermente ostacolare l'efficienza della rigenerazione (in aggiunta allo scambio ionico). Tuttavia, questo è tipicamente un fattore minore rispetto al controllo della corrente.
In sintesi, finché l'EDI è fornito di corrente sufficiente rispetto al carico ionico, l'elettro-rigenerazione avverrà automaticamente e manterrà la resina in forma di H⁺/OH⁻. Questa fase è per lo più "invisibile" per l'operatore durante il funzionamento normale – il suo successo è riflesso nella resistenza elevata e stabile dell'acqua di prodotto e nella lunga vita della resina. Elimina la necessità di passaggi di rigenerazione chimica esterna. Se questa fase vacilla (a causa di corrente inadeguata o resina avvelenata), diventa evidente attraverso un calo della qualità dell'acqua di prodotto. In tali casi, si potrebbe eseguire un'assistenza alla rigenerazione manuale (ad esempio, alcuni operatori circoleranno temporaneamente un acido/base diluito o aumenteranno la corrente in modalità di ricircolo per ricondizionare la resina). Tuttavia, in condizioni ideali, la rigenerazione elettrica continua è sufficiente per la vita del modulo.
Contaminanti Tipici Rimossi dall'EDI
EDI è efficace nel rimuovere praticamente tutte le specie ionizzate o ionizzabili dall'acqua. I contaminanti tipici e gli ioni rimossi includono:
Contaminanti cationici: Calcio (Ca²⁺), Magnesio (Mg²⁺), Sodio (Na⁺), Potassio (K⁺), Ammonio (NH₄⁺), Ferro (Fe²⁺/Fe³⁺), Manganese e altri cationi metallici vengono facilmente rimossi dalla resina a scambio cationico nell'EDI. Questo include metalli pesanti in tracce (Cu²⁺, Ni²⁺, Zn²⁺, ecc.) spesso presenti nel feed o in determinati flussi di rifiuti.
Contaminanti anionici: Cloruro (Cl⁻), Solfato (SO₄²⁻), Nitrato (NO₃⁻), Bicarbonato/Carbonato (HCO₃⁻/CO₃²⁻), Fluoruro (F⁻), Silicato/Silice (tipicamente presente come H₂SiO₃ o SiO₂·nH₂O), Boro (come anione borato) e altri vengono rimossi dalla resina anionica. Anche acidi debolmente dissociati come l'acido carbonico (H₂CO₃ da CO₂) e l'acido silicico (H₄SiO₄) vengono efficacemente eliminati perché l'ambiente ad alta pH della resina OH⁻ aiuta a ionizzarli per la rimozione.
Composti organici ionizzabili: L'EDI può rimuovere specie organiche cariche come acidi organici (ad esempio acido acetico, acido formico nella loro forma dissociata) e organici ionizzabili a basso peso molecolare. Questi vengono catturati dalle resine se portano una carica. Tuttavia, gli organici neutri (non ionizzati) non vengono rimossi dal meccanismo di scambio ionico, tranne incidentalmente per adsorbimento, quindi l'EDI non è progettato per la rimozione di organici oltre la materia organica ionica. Il Carbonio Organico Totale (TOC) che è non ionico dovrebbe essere minimizzato nell'alimentazione (ad esempio tramite RO e carboni attivi) per prevenire il fouling.
Silice: Vale la pena menzionarlo, la silice (spesso riportata separatamente nell'acqua ad alta purezza) viene rimossa come ioni silicato. L'acqua del prodotto EDI ha spesso una silice molto bassa, soddisfacendo requisiti rigorosi (<0,1 mg/L) per industrie come quella dell'energia e dei semiconduttori. I design EDI a cella sottile consentono una silice di alimentazione leggermente più alta (fino a ~2 mg/L) rispetto ai design più vecchi, ma la silice del prodotto è comunque notevolmente ridotta.
Gas e gas ionizzabili disciolti: Il CO₂ disciolto, come menzionato, viene gestito tramite conversione in forma ionica. L'ammoniaca (NH₃/NH₄⁺), se presente (da decomposizione di cloramina o da altra fonte), sarebbe catturata come ione ammonio sulla resina cationica. I gas di ossigeno o azoto sono non ionizzati e passano attraverso (anche se non è tipicamente una preoccupazione per la purezza, piuttosto per la corrosione che viene gestita altrove). L'EDI produce H₂ e O₂ gas agli elettrodi (che sono ventilati, non nell'acqua del prodotto).
In sostanza, qualsiasi impurità ionica – che si tratti di un sale, minerale o contaminante inorganico – può essere rimossa da EDI. Dopo il pre-trattamento RO, gli ioni rimanenti tipici possono essere dell'ordine di pochi mg/L o meno; EDI li affinerà a livelli di µg/L. Ad esempio, se il permeato RO ha una conduttività di 5–10 µS/cm (~2–5 ppm TDS), EDI può ridurlo a <0.1 µS/cm (ultrapuro). Gli ioni residui comuni che EDI mira a rimuovere includono sodio, cloruro, solfato, silice e bicarbonato (da CO₂) – questi sono spesso gli ioni che RO lascia in basse quantità, e EDI viene utilizzato per rimuoverli per soddisfare le specifiche ultrapure.
Va notato che l'EDI non rimuove microorganismi o particelle (queste vengono tipicamente filtrate/trattate con UV a monte). Inoltre, l'EDI non ha un meccanismo specifico per rimuovere completamente contaminanti non ionici (ad es. organici disciolti come benzene, o acidi/basi molto deboli che rimangono non ionizzati); tali contaminanti devono essere affrontati da altri passaggi di purificazione se necessario. Ma per la contaminazione ionica, l'EDI fornisce un brillante effetto di lucidatura, raggiungendo spesso la rimozione degli ioni ai limiti di rilevamento.
Applicazioni dell'EDI nelle Industrie
I sistemi EDI sono impiegati in numerose industrie dove sono richiesti acqua ad alta purezza o deionizzata. Le aree chiave di applicazione includono:
Semiconduttori e Microelettronica: L'industria dell'elettronica richiede acqua ultrapura (UPW) per il risciacquo e la pulizia delle fette e dei componenti dei semiconduttori. Anche i contaminanti ionici in tracce possono causare cortocircuiti elettrici o difetti nei microcircuiti. EDI è ampiamente utilizzato nelle fabbriche di semiconduttori come parte di un processo di purificazione dell'acqua in più fasi (tipicamente dopo RO e ultrafiltrazione) per raggiungere una resistività di ~18 MΩ·cm. Rimuovendo continuamente gli ioni, EDI garantisce che l'acqua di risciacquo non lasci residui conduttivi sui chip, prevenendo cortocircuiti in circuiti densamente imballati. Questa applicazione richiede spesso la massima qualità dell'acqua; EDI aiuta a raggiungere livelli estremamente bassi di silice e boro, che sono critici nelle specifiche dell'acqua per semiconduttori.
Farmaceutico e Biotecnologia: Le aziende farmaceutiche e i laboratori biotecnologici utilizzano acqua deionizzata per preparare formulazioni, pulire attrezzature e come acqua per ingredienti (ad es. per soluzioni parenterali, preparazione di mezzi). Le impurezze ioniche possono catalizzare reazioni indesiderate o causare precipitati nelle soluzioni farmacologiche. L'EDI, in combinazione con RO e UV, è comunemente utilizzato per produrre Acqua Purificata USP e persino come parte della generazione di Acqua per Iniezione (WFI) (anche se il WFI può richiedere distillazione o ultrafiltrazione come passo finale). Poiché l'EDI non ha rigeneranti chimici, evita l'introduzione di additivi chimici e mantiene una qualità dell'acqua costante, che è importante per la validazione nel settore farmaceutico. Il funzionamento continuo significa anche nessun fermo per rigenerazione, garantendo una fornitura affidabile di acqua ad alta purezza per processi critici. Le installazioni farmaceutiche apprezzano il fatto che i moduli EDI non favoriscano facilmente la crescita microbica: l'ambiente ad alta purezza, alta resistività e il campo elettrico costante creano una condizione biostatica che inibisce i microrganismi.
Produzione di Energia (Acqua per Caldaie): Il settore energetico richiede acqua demineralizzata per la generazione di vapore nelle caldaie e per l'acqua di reintegro nelle turbine a vapore ad alta pressione. Qualsiasi impurezza ionica nell'acqua di alimentazione della caldaia può portare a depositi di calcare sulle pale delle turbine o sui tubi delle caldaie, causando corrosione e perdita di efficienza. I sistemi EDI lucidano il permeato RO per fornire acqua demineralizzata con conducibilità estremamente bassa e silice, proteggendo le caldaie dal deposito di calcare e prevenendo l'accumulo di depositi conduttivi che potrebbero causare punti caldi o corrosione. Nel settore energetico, l'EDI spesso sostituisce o integra i tradizionali demineralizzatori a scambio ionico, eliminando la gestione di acidi/alcali in loco. La produzione continua e affidabile aiuta le centrali elettriche a mantenere un'operazione costante – mentre le impurità nel ciclo del vapore sono minimizzate, le turbine e gli scambiatori di calore funzionano più a lungo tra le pulizie. Le unità EDI per le centrali elettriche sono tipicamente progettate per grandi portate e spesso integrate in treni di demineralizzazione montati su skid, inclusi pre-filtri, RO e EDI.
Cibo e Bevande: Molte operazioni di cibo & bevande utilizzano acqua deionizzata per la diluizione del prodotto, acqua per ingredienti o scopi utilitari (come l'alimentazione della caldaia per il vapore in contatto diretto con i prodotti). Ad esempio, la produzione di bevande in bottiglia può utilizzare acqua lucidato da EDI per garantire neutralità del gusto e stabilità (ioni come calcio o solfato potrebbero influenzare il sapore o interagire con le formulazioni del prodotto). Le birrerie e i caseifici possono utilizzare acqua demineralizzata per mescolare il contenuto minerale desiderato. L'EDI fornisce una qualità dell'acqua costante senza il rischio di contaminazione da rigenerante della resina. Nella produzione di dolcificanti o ingredienti, l'acqua deionizzata prodotta da EDI può migliorare la purezza del prodotto. Inoltre, l'assenza di sostanze chimiche di rigenerazione è un beneficio poiché evita qualsiasi potenziale residuo chimico nelle applicazioni di grado alimentare. (Nota: l'acqua di prodotto EDI nel cibo/bev è solitamente remineralizzata o mescolata in qualche modo per gusto o nutrizione, ma EDI assicura una purezza iniziale conosciuta).
Acqua da laboratorio e analitica: I laboratori (chimici, biologici, laboratori analitici) richiedono spesso acqua di grado reattivo di Tipo I e Tipo II per esperimenti e alimentazione degli strumenti (ad es. per HPLC, GC, coltura cellulare, ecc.). I moduli EDI sono frequentemente integrati nei sistemi di purificazione dell'acqua da laboratorio (dopo RO) per produrre continuamente acqua ultrapura da 18 MΩ·cm per applicazioni analitiche critiche. Poiché l'EDI può funzionare in modo continuo, i sistemi di laboratorio possono ricircolare l'acqua attraverso l'EDI per mantenere la purezza in un ciclo di stoccaggio. Riduce anche le sostituzioni dei cartucce - l'EDI agisce essenzialmente come un lucidante a letto misto continuo che non si esaurisce rapidamente, riducendo i costi e la manutenzione dei sistemi di acqua da laboratorio. Molti dispositivi commerciali di acqua da laboratorio (ad esempio, quelli di Millipore o Thermo) utilizzano moduli EDI in piccola scala in combinazione con altri passaggi di lucidatura (UV, filtro da 0,2 µm) per raggiungere la purezza richiesta per analisi sensibili.
Trattamento Ambientale e delle Acque Reflue: Oltre alla produzione di acqua pura, l'EDI è stato applicato per trattare alcune acque reflue, specialmente per rimozione e recupero di metalli pesanti o altri inquinanti ionici. Ad esempio, nell'acqua reflua da elettrodeposizione o trattamento dei metalli, l'EDI può rimuovere metalli come il cromo (Cr³⁺/Cr⁶⁺), rame (Cu²⁺), cobalto, nichel, ecc., concentrandoli in un flusso di scarto per il recupero o lo smaltimento corretto. Nella gestione delle acque reflue nucleari, l'EDI è stato studiato per rimuovere radionuclidi come il cesio (Cs⁺). L'EDI in queste applicazioni può raggiungere un'elevata efficienza di rimozione degli ioni; tuttavia, le condizioni di alimentazione sono più difficili (maggiore TDS, presenza di ioni concorrenti). Spesso vengono utilizzati setup EDI specializzati o EDI multistadio per tali scopi. Il vantaggio è che l'EDI non produce un grande volume di rigenerante chimico esausto; invece, genera una brina concentrata più piccola con i contaminanti, il che può semplificare la gestione a valle dei rifiuti pericolosi. Nelle applicazioni ambientali, l'EDI è apprezzato per la sua capacità di operare continuamente e il suo potenziale per rimozione selettiva (regolando i tipi di membrana/resina) per specifici ioni.
I sopra sono usi principali, ma ci sono anche altre applicazioni di nicchia (come nell'industria chimica dove l'acqua deionizzata è utilizzata per diluizioni e pulizie, o nell'automotive per la produzione di acqua per batterie, ecc.). In sintesi, qualsiasi processo che richiede una fornitura affidabile di acqua ad alta purezza o ultrapura, priva di sali disciolti, è un candidato per la tecnologia EDI. L'adozione diffusa nei settori elettronico, farmaceutico e energetico è spinta dalla necessità critica di una qualità dell'acqua costante e dai vantaggi economici/ambientali di eliminare la rigenerazione chimica.
Considerazioni operative per prestazioni e longevità
Gestire un sistema EDI richiede attenzione a determinati parametri di qualità dell'acqua e condizioni del sistema per garantire prestazioni ottimali e prolungare la vita dei moduli. Le seguenti sono considerazioni operative chiave e cosa dovrebbe essere monitorato durante il funzionamento dell'EDI:
Monitoraggio della Qualità dell'Acqua di Alimentazione: Come sottolineato, l'acqua di alimentazione per EDI deve essere pre-trattata (solitamente tramite RO e possibilmente degasificazione/ammorbidimento) per soddisfare specifici criteri di qualità. Gli operatori dovrebbero monitorare continuamente o regolarmente la conduttività dell'acqua di alimentazione, la durezza, la silice e i livelli di CO₂, oltre alla presenza di ossidanti. La conduttività fornisce un'indicazione rapida del carico ionico totale, ma potrebbe non rivelare specie debolmente ionizzate (CO₂, SiO₂); pertanto, misurare Anioni Scambiabili Totali (TEA) o calcolare il CO₂ in base all'alcalinità/pH è utile. La durezza dovrebbe essere misurata – anche lievi alterazioni in un addolcitore o nel by-pass RO potrebbero aumentare la durezza e rischiare di causare incrostazioni. Se la durezza supera le specifiche (>0.1–0.2 ppm come CaCO₃), gli operatori potrebbero dover ridurre il recupero EDI o eseguire una pulizia preventiva delle incrostazioni. La silice nell'acqua di alimentazione dovrebbe essere monitorata se il RO a monte non è a doppio passaggio (alcuni siti includono anche un passo di scambio ionico o adsorbimento per la silice se il rifiuto RO è insufficiente). Il CO₂ viene monitorato tramite l'alcalinità dell'acqua di alimentazione o un sensore di CO₂; elevati livelli di CO₂ possono essere rimossi da una membrana di degasificazione o da un degasificatore a flusso forzato prima dell'EDI per ridurre il carico sulla resina anionica. Gli agenti ossidanti (cloro, cloramina, ozono) devono essere indetectabili nell'acqua di alimentazione – tipicamente <0.02 ppm di cloro libero – poiché questi attaccano le resine e le membrane di scambio ionico, danneggiandole in modo irreversibile. Monitor e ORP online o di cloro vengono spesso utilizzati dopo la dosatura di carbonio attivo o bisolfito di sodio (metodi comuni per disclorare l'acqua di alimentazione) per garantire che non ci sia una rottura dell'ossidante. L'SDI (indice di densità di sedimenti) o la torbidità dell'acqua di alimentazione è anche considerata; anche se il RO dovrebbe gestire i particolati, eventuali incrostazioni colloidali che sfuggono all'EDI possono ostruire il letto di resina. La torbidità dell'acqua di alimentazione EDI è solitamente mantenuta <0.1 NTU.
Monitoraggio della qualità dell'acqua di prodotto: Il parametro principale del prodotto è la resistività (o conducibilità). L'obiettivo è alta resistività (in MΩ·cm); qualsiasi riduzione della resistività indica un problema di prestazioni. I misuratori di resistività online (compensati per temperatura a 25 °C) sono utilizzati presso le uscite EDI; ad esempio, una lettura continua di >15 MΩ·cm potrebbe essere richiesta da un processo, con allarmi se scende al di sotto di tale valore. Diminuzioni improvvise della resistività potrebbero significare un picco nei contaminanti di alimentazione, esaurimento della resina (se la corrente è insufficiente) o un guasto come una membrana strappata che consente la fuoriuscita. Monitorando le tendenze della resistività, gli operatori possono rilevare un imbrattamento graduale o cambiamenti improvvisi. In applicazioni critiche, anche i livelli di silice nel prodotto vengono misurati (ad esempio, da analizzatori di silice online nelle centrali elettriche) poiché il passaggio di silice può verificarsi prima che la conducibilità generale aumenti (la silice è debolmente conduttiva). Inoltre, il pH del prodotto viene talvolta monitorato; l'acqua di prodotto EDI è spesso leggermente elevata in pH (7–9) a causa di perdite di OH⁻, ma un cambiamento drastico del pH potrebbe indicare uno squilibrio nella rimozione di cationi/anioni (ad esempio, se la resina anionica è esaurita, il CO₂ potrebbe passare attraverso e abbassare il pH).
Monitoraggio del flusso di concentrato: Il flusso di concentrato (rifiuto) trasporta via le impurità e la sua condizione può influenzare la longevità dell'EDI. Gli operatori assicurano che il flusso del concentrato sia entro i limiti di progetto e spesso monitorano la conduttività del concentrato e il pH. Una conduttività del concentrato molto alta potrebbe indicare un carico di ioni eccessivo o un'insufficiente pulizia (rischiando la precipitazione dei sali nelle camere di concentrato). Il pH del concentrato che tende ad essere alto (a causa dell'accumulo di OH⁻ dalla scissione dell'acqua) può preannunciare la scalabilità (CaCO₃ o Mg(OH)₂ o SiO₂ se quegli ioni sono presenti). Alcuni sistemi scaricano una piccola porzione di concentrato o dosano acido per controllare il pH se necessario. Inoltre, la pressione di uscita del concentrato è monitorata per mantenere quel leggero differenziale negativo rispetto al diluato come menzionato; se un flusso di concentrato è bloccato o la valvola è impostata in modo errato causando alta pressione, potrebbe forzare il concentrato a tornare nel lato prodotto - una condizione da evitare.
Bilanciamento del Flusso e Recupero: Durante il funzionamento, il rapporto tra il flusso del diluente (prodotto) e il flusso del concentrato è mantenuto secondo specifica. Se il flusso del prodotto aumenta, potrebbe essere necessario regolare il flusso del concentrato o la ricircolazione per mantenere il recupero nella gamma. La maggior parte dei sistemi ha rotametri o sensori di flusso sui flussi di prodotto, concentrato e risciacquo dell'elettrodo – questi dovrebbero essere controllati regolarmente. Un allarme di basso flusso sull'acqua del prodotto è solitamente installato per prevenire il funzionamento del modulo con un flusso insufficiente (che può portare a riscaldamenti locali e degradazione della resina). Infatti, i moduli EDI sono spesso protetti da interblocchi: un interruttore di flusso minimo sulla linea del prodotto (diluito) per spegnere la corrente continua se il flusso è troppo basso, e valvole di sfogo per evitare sovrapressioni. Gli operatori dovrebbero verificare che questi controlli di sicurezza siano funzionanti. Mantenere la distribuzione del flusso raccomandata (ad es. prodotto vs concentrato vs risciacquo dell'elettrodo) è importante. Qualsiasi squilibrio prolungato (come nessun flusso nel risciacquo dell'elettrodo) può causare incrostazioni o essiccazione in parti del modulo.
Parametri Elettrici: La corrente e la tensione in uscita dell'alimentatore DC devono essere monitorate continuamente. Molti sistemi EDI hanno un display amperometrico e spesso operano a una corrente impostata. Il consumo di corrente rifletterà quanto carico ionico viene elaborato: se la qualità dell'acqua di alimentazione peggiora, il modulo potrebbe richiedere più corrente (se funzionano in modalità costante tensione) oppure la qualità del prodotto diminuirà (se limitata dalla corrente). Tipicamente, i sistemi operano in modalità corrente costante: la corrente è fissata a un valore sopra il minimo teorico per il TDS di alimentazione. La tensione fluttuerà quindi a ciò che è necessario, fino a un massimo. Gli operatori tengono d'occhio la tensione: se sale vicino al limite dell'alimentatore, ciò potrebbe indicare che le celle stanno diventando meno conduttive (potenziale incrostazione). Un'improvvisa caduta nella tensione richiesta potrebbe indicare una perdita o un corto circuito (perdita di percorso resistivo). Alcuni sistemi incorporano allarmi sia per la corrente che per la tensione. È anche una buona pratica registrare periodicamente l'efficienza di corrente (rapporto di rimozione ionica equivalente alla corrente passata) come diagnostica delle prestazioni. Nel tempo, se si verificano incrostazioni, la frazione di corrente che va nella rimozione utile degli ioni potrebbe diminuire (maggiore è quella che va nella scissione dell'acqua), il che può essere dedotto dai cambiamenti nella conducibilità della concentrazione rispetto alla corrente.
Prevenire l'Intasamento e la Scalatura: Per garantire la longevità, gli operatori si sforzano di mantenere l'EDI pulito. La manutenzione del pre-trattamento è fondamentale – ad esempio, assicurarsi che le membrane RO stiano funzionando e non stiano passando eccessiva durezza o sostanze organiche. I filtri a cartuccia a monte dovrebbero essere sostituiti secondo il programma per evitare che le particelle intasino la resina. Se c'è un rischio di intasamento organico (ad esempio, il feed presenta un alto contenuto di TOC o biologico), l'aggiunta di una lampada UV prima dell'EDI (per ossidare i composti organici) o l'esecuzione di sanificazioni periodiche può aiutare. Alcuni impianti ricircolano periodicamente una soluzione sanificante fredda (come NaOH diluito o un biocida specializzato) attraverso l'EDI per prevenire il biofilm, sebbene la necessità sia ridotta poiché il campo elettrico e le condizioni di alta purezza non sono favorevoli per i microrganismi.
Registro Continuo: I moderni skid EDI dispongono di strumenti per registrare pressioni, flussi, resistività, temperature, ecc. La revisione regolare di questi registri può rivelare tendenze sottili – ad esempio, una diminuzione lenta della resistività del prodotto nel corso delle settimane potrebbe segnalare un'intasamento, che l'operatore può affrontare prima che raggiunga livelli di allerta. Il logging aiuta anche nel troubleshooting se si verifica un'escursione.
In sintesi, l'operatore dovrebbe trattare un EDI esattamente come un RO o un'altra unità idrica critica – mantenere condizioni operative stabili, mantenere l'alimentazione entro le specifiche e rispondere prontamente a qualsiasi allerta o deriva nei parametri. Facendo così, l'EDI produrrà costantemente acqua di alta qualità e i moduli dureranno la loro vita utile prevista. Molti sistemi possono funzionare per anni con interventi minimi a parte il monitoraggio di routine, soprattutto se il pretrattamento è robusto.
Considerazioni di Progettazione e Installazione per i Sistemi EDI
Quando si progetta di installare un sistema EDI, devono essere considerati diversi fattori tecnici per garantire un'integrazione e un funzionamento di successo:
Requisiti di Pre-Trattamento: EDI non è un passo di purificazione autonomo; si basa sul trattamento a monte per ridurre il carico. Osmosi inversa è praticamente sempre necessaria prima dell'EDI, poiché riduce il TDS del 90–99%, fornendo un'alimentazione adeguata. Inoltre, il rallentamento a monte (scambio ionico o dosaggio di antiscalanti) potrebbe essere necessario per proteggere il RO (e quindi l'EDI) dalla durezza. Un unità di degassificazione (degassatore a membrana o decarbossilatore) per rimuovere il CO₂ dal permeato RO è spesso inclusa per ridurre il carico ionico sull'EDI (prevenendo la formazione di bicarbonato). I filtri a carboni attivi o la dechlorinazione chimica sono obbligatori per rimuovere cloro/ossidanti prima del RO in modo che nessuno raggiunga l'EDI. Essenzialmente, assicurati che l'alimentazione soddisfi tutte le specifiche di qualità raccomandate dal produttore dell'EDI (conductività, SDI, durezza, silicea, TOC, cloro, ecc.) in ogni momento. Se la qualità dell'acqua sorgente è variabile, sistemi di pretreatment robusti e possibilmente ridondanza dovrebbero essere in atto; l'EDI è sensibile a escursioni al di là del suo intervallo di progetto.
Dimensionamento del sistema e configurazione del modulo: Determina la portata di prodotto richiesta e scegli il numero e la dimensione dei moduli EDI di conseguenza. I moduli EDI sono disponibili in varie capacità – ad esempio, alcuni moduli producono ~2 m³/h ciascuno, quindi i sistemi di flusso più grandi utilizzeranno più moduli in parallelo. I moduli possono anche essere disposti in serie per una purità extra (meno comune, poiché un modulo di solito è sufficiente dopo l'RO). Il progetto del sistema dovrebbe prevedere spazio per il basamento EDI, inclusa l'alimentazione DC (rettificatore) e il pannello di controllo. Il rettificatore DC deve essere dimensionato per fornire la corrente totale per tutti i moduli alla tensione necessaria. Se vengono utilizzati 4 moduli a un massimo di 9 A ciascuno, l'alimentazione dovrebbe gestire ~36 A alla tensione prevista (che potrebbe essere 100–300 VDC a seconda del design del modulo). È saggio avere un certo margine nella capacità dell'alimentazione. Un adeguato design elettrico, inclusa la messa a terra, è critico – tutti i tubi e i moduli dovrebbero essere messi a terra poiché l'acqua e l'attrezzatura sono a tensione elevata rispetto a terra durante il funzionamento. Interblocchi di sicurezza (interruttori delle porte sui pannelli elettrici, ecc.) e il rispetto dei codici elettrici sono obbligatori per la sicurezza dell'operatore.
Integrazione Idraulica: I moduli EDI sono tipicamente montati su skid con manifoldi per l'alimentazione, il prodotto e il concentrato. La pompa di alimentazione per EDI (spesso la pompa ad alta pressione RO viene utilizzata con un throttling, o una pompa booster viene aggiunta) deve fornire il flusso e la pressione richiesti. Assicurati che la pompa di alimentazione possa mantenere il flusso necessario intorno a 40-80 psi (pressione di esercizio tipica) per superare la resistenza al flusso dei moduli EDI. Una valvola di controllo del flusso o un flussometro sulla linea del prodotto viene utilizzata per impostare il flusso del prodotto. La linea del concentrato di solito ha un flusso o un restrittore per impostare il rapporto. Pianifica un modo per smaltire o riutilizzare il flusso di concentrato – ad esempio, uno scarico con uno spazio d'aria (poiché il concentrato potrebbe contenere una piccola quantità di gas idrogeno e impurità), o tubazioni per inviarlo al serbatoio di alimentazione RO per il riciclo (con controlli appropriati). Se si riutilizza il concentrato, considera che reintrodurrà qualsiasi CO₂ o silice contenga nuovamente nell'alimentazione RO, richiedendo possibilmente adeguamenti nel recupero RO o un degassatore sul circuito di riciclo. Inoltre, i flussi di concentrato ed elettrodo potrebbero aver bisogno di sfiato dei gas prodotti agli elettrodi (H₂, O₂). Durante l'installazione, porte di sfiato o separatori di degasaggio vengono spesso installati sulla linea di ritorno del concentrato per sfiatare in sicurezza il gas idrogeno ed evitare accumuli (secondo le linee guida di sicurezza, l'H₂ dovrebbe rimanere al di sotto del 25% del suo limite esplosivo inferiore in qualsiasi spazio chiuso).
Compatibilità dei materiali: Assicurati che tutti i materiali a contatto con l'acqua nel circuito EDI siano compatibili e non rilascino ioni. Tipicamente, le tubazioni sono in UPVC, polipropilene o acciaio inossidabile. Evita ottone, rame o qualsiasi materiale che potrebbe aggiungere ioni. Evita anche materiali che rilasciano organici. I materiali del modulo EDI (resina, membrane, involucro) sono scelti dal produttore per purezza; assicurati che anche le guarnizioni e gli adesivi nel resto del sistema siano anch'essi puliti. Se l'applicazione è farmaceutica, i materiali potrebbero dover essere conformi alla FDA o convalidati per le tracce di materiali rilasciati.
Ambiente e Luogo di Installazione: Unità EDI devono essere posizionate al chiuso, protette da temperature estreme e luce solare. La temperatura ambiente dovrebbe rimanere all'interno della gamma operativa del modulo (10–38 °C) e idealmente in una stanza controllata per mantenere stabile la temperatura dell'acqua. Le condizioni di congelamento distruggeranno il modulo (espansione dell'acqua), quindi se c'è qualche rischio, è necessario avere il riscaldamento a traccia o un'installazione al chiuso. Allo stesso modo, gli ambienti ad alta umidità dovrebbero essere evitati per proteggere le apparecchiature elettriche (umidità massima del 90% secondo alcune specifiche). Le vibrazioni dovrebbero essere minimizzate; il telaio dovrebbe trovarsi su un pavimento stabile poiché vibrazioni eccessive potrebbero allentare le connessioni o danneggiare l'imballaggio in resina. Dovrebbe essere previsto spazio per l'accesso alla manutenzione – ad esempio, spazio per scollegare e sostituire i moduli quando necessario, e per i collegamenti delle attrezzature di pulizia chimica.
Strumentazione e Controlli: Un sistema EDI ben progettato includerà strumentazione per tutti i parametri critici. Al minimo, installare sensori per: conducibilità del feed, resistività del prodotto, flusso del prodotto, flusso del concentrato, pressioni di ingresso e uscita e temperatura. Spesso, sensori opzionali per pH del feed, silice del prodotto, ecc., sono inclusi se il processo richiede un controllo rigoroso. I blocchi dovrebbero collegare l'EDI all'RO upstream – in genere, l'EDI funziona solo quando il permeato RO è nei limiti e scorre; se l'RO è spento o la qualità dell'acqua è scadente (ad es. alta conducibilità), il skid EDI può essere bypassato o spento per proteggerlo. Includere una linea di bypass per deviare l'acqua attorno all'EDI durante l'avvio o la manutenzione, in modo da poter continuare a fornire acqua (anche se di purezza inferiore) agli utenti se necessario. I sistemi di controllo (PLC/HMI) possono integrare il monitoraggio EDI e gli allarmi nel controllo complessivo dell'impianto idrico. Gli allarmi per alta conducibilità del prodotto, basso flusso, alta pressione, ecc., dovrebbero essere impostati per avvisare gli operatori o spegnere l'alimentazione del modulo prima che si verifichino danni. Nella centrale elettrica o nella produzione continua, questi allarmi potrebbero essere collegati al DCS dell'impianto.
Avviamento e Inizio Iniziale: Dopo l'installazione, l'avviamento iniziale comporta il lavaggio del sistema con permeato RO, il controllo delle perdite e poi l'alimentazione dei moduli EDI. Spesso, un nuovo modulo EDI può richiedere del tempo (diverse ore fino a un giorno) per raggiungere il massimo output di purezza, perché la resina potrebbe dover essere completamente convertita in forma H⁺/OH⁻ tramite la rigenerazione elettrica. Durante il primo avvio, i produttori potrebbero raccomandare di far circolare l'acqua in un circuito e applicare una corrente elevata per alcune ore (periodo di elettro-rigenerazione) prima di prelevare l'acqua di prodotto da utilizzare. Ad esempio, potrebbe essere necessaria una rigenerazione iniziale di 8–24 ore affinché un nuovo modulo raggiunga una qualità di 16+ MΩ·cm. Pianificare questo step di avviamento è importante affinché i programmi di produzione lo tengano in considerazione. Dopo di che, l'acqua può essere inviata avanti (di solito dopo aver verificato la qualità tramite test di laboratorio).
Considerando tutti questi fattori nella fase di progettazione/installazione creerà le basi per un'operazione EDI affidabile. È fondamentale seguire le linee guida del fornitore sui limiti dell'acqua di alimentazione, della plomberie e del collegamento elettrico. Ogni modello di modulo EDI avrà un manuale dettagliato che specifica questi requisiti e rispettarli (ad esempio, classifiche dei pre-filtro, dimensionamento della pompa, pratiche di cablaggio elettrico) garantisce che il sistema funzioni come previsto e che le garanzie rimangano valide.
Manutenzione, Risoluzione dei Problemi e Durata del Modulo
Uno dei vantaggi dell'EDI è la riduzione della manutenzione di routine rispetto agli scambiatori ionici rigenerati chimicamente. Tuttavia, i sistemi EDI richiedono comunque una manutenzione attenta e un intervento occasionale per mantenere le prestazioni nel corso degli anni di funzionamento. Di seguito sono riportate le procedure di manutenzione, i suggerimenti per la risoluzione dei problemi e le aspettative sulla durata del modulo:
Monitoraggio di Routine e Manutenzione Preventiva
Come discusso nelle considerazioni operative, monitora continuamente la qualità e i parametri del sistema. Tieni registri e cerca tendenze. I controlli giornalieri/su turno possono includere la registrazione della resistività del prodotto, della conduttività dell'alimentazione, dei flussi, delle pressioni e della corrente/voltaggio. Assicurati che non ci siano allarmi o deviazioni. Verifica regolarmente il funzionamento degli strumenti (calibra i misuratori di conduttività/resistività, ecc., secondo un programma). Inoltre, esamina visivamente il rifiuto della concentrazione - cerca segni di precipitazione (torbidità o scale nel flusso di rifiuto o all'ugello di rifiuto) e controlla che i tubi o gli orifizi della concentrazione non siano ostruiti. Se viene utilizzato un flusso di risciacquo degli elettrodi separato, verifica il suo flusso e che il suo scarico non sia ostruito (il risciacquo degli elettrodi spesso va nello scarico o torna al serbatoio di alimentazione; se ostruito, può verificarsi un accumulo di gas). In condizioni di funzionamento normali, i moduli EDI sono in gran parte auto-pulenti delle impurità minori (grazie al lavaggio ionico continuo), ma la manutenzione preventiva si concentra sul mantenere l'alimentazione nelle specifiche - ad esempio, sostituire i prefiltro (filtri da 5 micron o da 1 micron) regolarmente, servire RO secondo necessità (pulizie, sostituzione della membrana) per proteggere l'EDI a valle.
Procedure di Pulizia
Nel tempo, problemi di prestazione come un graduale declino nella resistività del prodotto o un aumento nella caduta di pressione possono indicare incrostazioni o depositi che richiedono la pulizia dei moduli EDI. I sistemi EDI possono essere puliti facendo circolare appropriati prodotti chimici di pulizia attraverso le camere diluite e concentrate (simile a CIP – Clean-In-Place). La scelta della soluzione di pulizia dipende dal tipo di inquinante:
Incrostazioni (depositi minerali come carbonato di calcio o idrossidi metallici)
La pulizia raccomandata è tipicamente un acido diluito. Ad esempio, ~2% di acido cloridrico (HCl) o acido citrico possono sciogliere le incrostazioni di Ca/Mg. La pulizia acida convertirà temporaneamente la resina nelle forme salate, ma questo sarà ripristinato durante la riattivazione.
Inquinamento organico o biologico, depositi di silice
Un detergente di base (pH alto) è utilizzato. Una soluzione diluita di soda caustica (NaOH) attorno all'1% è spesso efficace per rimuovere materia organica o biofilm e per aiutare a dissolvere i depositi di silice. La soda caustica eluirà gli acidi organici dalla resina e idrolizzerà i biofilm. A volte si esegue una pulizia combinata (soda caustica seguita da acido) se si sospettano contaminanti misti, ma è necessario risciacquare accuratamente tra i prodotti chimici per evitare reazioni (ad esempio, miscelazione di acido + base).
Flusso fisico
Oltre ai prodotti chimici, un flusso ad alta portata con acqua deionizzata può aiutare a dislocare particelle bloccate in modo lasco o particelle di resina (se presenti). Assicurati che le velocità non danneggino il letto di resina, ma un incremento temporaneo del flusso può essere utilizzato durante la pulizia per portare via detriti.
La pulizia viene solitamente eseguita con l'alimentazione DC spenta (senza corrente), per evitare reazioni elettrochimiche con i prodotti chimici per la pulizia. La procedura prevede di ricircolare la soluzione detergente attraverso i moduli (spesso sia il lato diluito che quello concentrato contemporaneamente) per un tempo prescritto (ad es. 30–60 minuti), quindi risciacquare a fondo con acqua ad alta purezza. È fondamentale rimuovere tutti i detergenti, in quanto un acido residuo o una sostanza caustica potrebbero danneggiare la resina o le membrane se l'alimentazione viene accesa. Dopo il risciacquo, i moduli di solito devono essere "rigenerati" elettricamente di nuovo – cioè far funzionare l'EDI a corrente normale o leggermente elevata con acqua RO fresca in un circuito fino a quando la qualità del prodotto torna nei parametri previsti. Gli operatori verificano le prestazioni post-pulizia controllando che la resistività del prodotto e altri parametri corrispondano o migliorino rispetto ai valori pre-pulizia. Tutti gli eventi di pulizia dovrebbero essere documentati nei registri di manutenzione, annotando la causa (ad es. aumento della caduta di pressione, aumento della conducibilità) e i risultati, poiché ciò aiuta a ottimizzare la pianificazione della manutenzione futura.
Risoluzione dei problemi di problemi comuni
Qualità del prodotto ridotta (bassa resistività)
Questo è il problema più comune che attiva la risoluzione dei problemi. Se la resistività scende, controlla prima l'acqua di alimentazione: la conducibilità o il CO₂ sono improvvisamente aumentati? In tal caso, affronta l'alimentazione (problemi RO, ecc.). Controlla che la corrente DC sia al punto di impostazione; un guasto dell'alimentatore o un errore dell'operatore potrebbero avere una corrente troppo bassa. Esamina anche il flusso di concentrato: se i flussi di concentrato o risciacquo dell'elettrodo si sono fermati (ad esempio a causa di un problema con una pompa o una valvola), il modulo potrebbe aver accumulato ioni. La soluzione sarebbe ripristinare i flussi e possibilmente ricircolare per un po' per recuperare. Se l'alimentazione e i flussi sono a posto, il problema potrebbe essere l'intasamento: ad esempio, l'intasamento organico sulla resina ridurrà l'efficienza dello scambio. In tal caso, pianifica una pulizia (tipicamente una pulizia caustica per organici). Dopo la pulizia, ritesta la qualità. Se la qualità non migliora ancora, potrebbe indicare danni irreversibili (come l'ossidazione della resina o avvelenamento). A quel punto, potrebbe essere necessario sostituire il modulo.
Aumento della caduta di pressione
Se la pressione attraverso il modulo EDI aumenta significativamente, indica un otturamento nei canali di flusso (resina o distanziatori). Probabili colpevoli: incrostazione da particolato o scalatura. Controllare lo stato del SDI/filtro di alimentazione. Se si sospetta scalatura (ad es. CaCO₃), è necessaria una pulizia acida. Se si tratta di particolato, a volte un semplice risciacquo ad alta portata può espellere i detriti. Assicurarsi che nessuna valvola sia parzialmente chiusa. Una persistente alta pressione differenziale può comprimere il letto di resina e compromettere ulteriormente le prestazioni, quindi dovrebbe essere risolta prontamente. In casi estremi, il modulo potrebbe dover essere smontato (se possibile) o sostituito se un canale è permanentemente bloccato. La prevenzione tramite una corretta prefiltrazione è fondamentale, come indicato dagli avvisi del produttore secondo cui le interstizi della resina EDI possono bloccarsi e compromettere rapidamente le prestazioni se esposti a particelle.
Anomalie Elettriche (Alta Tensione o Interruzioni)
Se la tensione del sistema aumenta improvvisamente oltre il normale alla corrente impostata, suggerisce che la resistenza della pila sia aumentata – probabilmente a causa di incrostazioni sulle membrane o disidratazione della resina. Uno strato di incrostazione su una membrana ostacolerà il flusso di ioni e aumenterà la resistenza; la soluzione è la pulizia chimica (acido o base appropriati a seconda dell'incrostazione). L'essiccazione della resina (ad esempio, se un EDI è stato eseguito involontariamente senza flusso d'acqua per un periodo o stoccato in modo improprio) può causare perdita di contatto; l'unica soluzione per la resina essiccata è di solito la sostituzione, poiché si formano crepe e sacche d'aria. Se l'alimentazione si interrompe, controlla eventuali problemi di messa a terra o cortocircuiti – una causa comune è la perdita d'acqua nei connettori elettrici o una membrana rotta che causa un cortocircuito diretto degli elettrodi. Questo richiede un'ispezione fisica e possibilmente riparazione o sostituzione del modulo.
Perdita di perline di resina
Anche se raro durante il normale funzionamento, se un sigillo nel modulo fallisce, potresti vedere palline di resina nelle tubazioni o nei filtri a valle. Questo richiederebbe di mettere il modulo fuori servizio e ripararlo o sostituirlo, poiché si è verificato un guasto nei componenti interni.
pH dell'acqua di prodotto fuori specifica
Se il pH del prodotto si discosta notevolmente dal neutro in un modo insolito, potrebbe indicare uno squilibrio (ad es. solo rimozione di cationi che avviene ma non rimozione di anioni, o viceversa). Questo potrebbe accadere se un tipo di membrana è danneggiato o un tipo di resina è intasato. Ad esempio, se la resina anionica è intasata, la silice o il CO₂ potrebbero passare attraverso, abbassando il pH. La risoluzione mirerebbe a quell'intasamento specifico (pulizia caustica per materiali organici che spesso intasano la resina anionica).
Nella risoluzione dei problemi, un approccio sistematico è il migliore: verifica la qualità dell'alimentazione, poi le condizioni operative del modulo (flussi, corrente, ecc.), quindi considera di eseguire una pulizia, e se questo fallisce, isola il problema a un modulo particolare (in sistemi a più moduli) testando i moduli singolarmente. Molti sistemi EDI hanno più moduli; confrontando le prestazioni di ciascuno (se sono disponibili misurazioni individuali), si può identificare se un singolo modulo è problematico e forse sostituirlo come ultima risorsa.
Aspettative sulla vita utile del modulo
Con la cura adeguata, i moduli EDI hanno una lunga vita utile. Ci sono installazioni che utilizzano gli stessi moduli per 5–10 anni o più senza sostituzione. Una vita utile tipica è spesso citata come superiore a 5 anni di funzionamento continuo, assumendo che l'acqua di alimentazione sia costantemente entro le specifiche e che venga eseguita una manutenzione regolare. In alcuni casi, i moduli possono durare ben oltre questo (“molti anni”) prima che il degrado della resina o della membrana richieda una sostituzione. I fattori che normalmente determinano la fine della vita di un modulo EDI sono: contaminazione irreversibile (da organici, silice, ecc.), ossidazione della resina (da un incidente con cloro o anni di esposizione a trace, causando perdita di capacità), o degrado fisico (invecchiamento della membrana, perdite nei sigilli). Se la qualità dell'acqua prodotta non può più essere mantenuta anche dopo una pulizia approfondita e una riconversione, è un segnale che il modulo dovrebbe essere sostituito. Per massimizzare la vita utile: mantenere un'eccellente pretrattamento (nessun ossidante, basso TOC, ecc.), non shockare il modulo con cambiamenti improvvisi di flusso o potenza, evitare arresti non necessari (mantenerlo in funzione a carico ridotto se possibile piuttosto che fermarsi frequentemente) e mantenere sempre il modulo bagnato. Non permettere mai a un modulo EDI di seccarsi durante lo stoccaggio o l'arresto, poiché ciò può danneggiare permanentemente la resina e le membrane. Se un EDI deve essere messo fuori linea per un periodo prolungato, dovrebbe essere conservato secondo le istruzioni del produttore - di solito tenuto pieno d'acqua (o una soluzione preservante) e sigillato. Alcuni raccomandano la ricircolazione periodica o l'alimentazione del modulo brevemente durante lunghi periodi di inattività per mantenere la resina in forma rigenerata. I produttori affermano spesso che i moduli possono essere conservati per mesi in uno stato umido; ad esempio, DuPont specifica che i moduli possono essere conservati fino a sei mesi nell'imballaggio originale con misure appropriate.
Nel caso in cui un modulo arrivi a fine vita, la sostituzione comporta la depressurizzazione e l'isolamento del modulo, la disconnessione delle connessioni elettriche e idrauliche, e l'installazione di un nuovo modulo. Il nuovo modulo richiederà la normale procedura di avvio (lavaggio e periodo di rigenerazione iniziale). È buona prassi tenere a disposizione un modulo di riserva (o almeno ricambi critici come un alimentatore di riserva, guarnizioni extra) per i sistemi in cui l'interruzione sarebbe critica. Tuttavia, con un buon funzionamento, le sostituzioni effettive dei moduli dovrebbero essere rare.
In sintesi, la manutenzione dell'EDI è incentrata su prevenire problemi tramite un'operazione costante e un pretrattamento e affrontare l'incrostazione in anticipo se si presenta. Rispetto ai serbatoi di scambio ionico che necessitano di rigenerazione chimica frequente o sostituzione della resina, l'EDI offre un'operazione più semplice. Ma non è affatto privo di manutenzione – i professionisti del trattamento dell'acqua devono tenerlo d'occhio e effettuare pulizie e controlli periodici. Quando mantenuti correttamente, i moduli EDI operano in modo affidabile e il sistema può funzionare continuamente con un intervento minimo, producendo un flusso costante di acqua ad alta purezza.
Caratteristiche del modulo EDI e specifiche tecniche
I moduli EDI di vari produttori possono differire nei dettagli costruttivi, ma condividono elementi di design comuni. Comprendere il design generale e le specifiche tipiche aiuta a valutare e confrontare i sistemi EDI:
Costruzione e materiali
La maggior parte dei moduli EDI è progettata in una configurazione a piastre e telai o a stack, con compartimenti diluiti e concentrati alternati separati da membrane a scambio ionico e riempiti di resina. I materiali tipici includono telai in PVC o polipropilene, membrane a scambio ionico realizzate in polimeri in fogli con gruppi sulfonici (cationici) o ammonio quaternario (anionici) immobilizzati, e resina a scambio ionico a letto misto (resine cationiche acide forti, resine anioniche di basi forti in forma di perle). Le piastre terminali tengono insieme lo stack, e gli elettrodi (spesso realizzati con materiali inerti come titanio rivestito o acciaio inossidabile) si trovano alle estremità. Alcuni design, come certi moduli EDI cilindrici (ad es. di DuPont), utilizzano un percorso di flusso a spirale per il concentrato all'interno di un cilindro, ma consistono ancora internamente in membrane impilate e compartimenti riempiti di resina. Tutti i materiali a contatto con il fluido sono scelti per alta purezza e compatibilità; ad esempio, le resine sono altamente rigenerate e risciacquate per avere un basso TOC, le membrane sono simili a quelle usate nell'elettrodialisi (con lunga vita e resistenza alla biofouling).
Resina a letto misto
All'interno di ciascuna camera di diluizione, la resina a scambio ionico mista è riempita in modo compatto. La resina ha tipicamente un rapporto specifico di resina cationica a resina anionica (spesso 40:60 o 50:50 in volume) ottimizzato per la conduttività e la scissione dell'acqua. Le perle di resina forniscono l'azione principale di deionizzazione e anche un percorso per la corrente elettrica (poiché l'acqua da sola sarebbe troppo resistiva una volta deionizzata). Il letto di resina aiuta anche a prevenire la scissione dell'acqua fino a quando non è necessario, fornendo conduttività ionica del campione nella parte frontale della cella, e poi facilitando la scissione dell'acqua nella parte finale creando zone di campo elevato localizzate. La dimensione e il tipo delle perle di resina possono influenzare le prestazioni (una resina più fine può offrire più siti di scambio ma provoca una maggiore caduta di pressione; la maggior parte utilizza resina a rete fine uniforme per un equilibrio delle prestazioni).
Membrane a scambio ionico
Ogni cella è bordata da una membrana di scambio cationico (CEM) sul lato che fronteggia il catodo e da una membrana di scambio anionico (AEM) sul lato che fronteggia l'anodo. Queste membrane sono tipicamente fogli sottili (spessi 0,1–0,5 mm) che consentono il passaggio selettivo degli controioni. Le membrane prevengono la perdita di co-ioni, assicurando che gli ioni rimossi dalla diluizione restino nella concentrazione. La qualità delle membrane (selettività e resistenza) influisce sull'efficienza dello stack – è necessaria un'alta selettività affinché praticamente nessun ione dell'acqua di prodotto diffonda di nuovo. Le membrane sono solitamente polimeri stabili come il polistirene-divinilbenzeno con gruppi funzionali (–SO₃⁻ per CEM, –NR₃⁺ per AEM). Spesso sono rinforzate con tessuti per maggiore resistenza. Lo spazio tra le membrane è mantenuto da guarnizioni o distanziali che definiscono anche i canali di flusso.
Distribuzione del Flusso
All'interno di ciascuna camera, ci possono essere distanziali o rete per creare turbolenza e una distribuzione uniforme del flusso. Alcuni design utilizzano solo resina per riempire lo spazio (la resina funge da distanziale), altri incorporano una rete o un filtro che tiene la resina in posizione e guida il flusso. I design “tutti riempiti” si riferiscono a compartimenti sia di diluizione che di concentrazione riempiti di resina. Riempire le camere di concentrazione con resina (invece di lasciarle come flusso aperto) può migliorare la conduttività e ridurre la formazione di incrostazioni scambiando anche gli ioni nella concentrazione. Molti moduli EDI moderni adottano design tutti riempiti per una migliore efficienza.
Configurazione Elettrica
I moduli hanno due elettrodi: l'anodo (positivo, di solito all'estremità di ingresso del feed o a un'estremità designata) e il catodo (negativo, all'estremità opposta). Si collegano a una fonte di alimentazione a corrente continua. Il percorso della corrente va dall'anodo, attraverso i compartimenti di concentrazione/diluizione (tramite ioni e resina), fino al catodo. La maggior parte dei moduli tratta i compartimenti degli elettrodi come separati dal flusso principale: le camere degli elettrodi possono essere alimentate con un piccolo flusso della stessa acqua (spesso chiamato risciacquo dell'elettrodo o lavaggio dell'elettrolita) per portare via i prodotti delle reazioni elettrodo (gas H₂ al catodo, O₂ e possibilmente gas Cl₂ all'anodo se è presente cloruro). Questo flusso di risciacquo dell'elettrodo è di solito una porzione di concentrazione o un'entrata separata; esce come scarto. In termini di cablaggio, più moduli possono essere cablati in parallelo alla stessa alimentazione (ognuno vedendo la stessa tensione), o talvolta in serie per una distribuzione di tensione più elevata - ma il parallelo è più comune per prestazioni uniformi.
Specifiche di Prestazione Tipiche
I moduli EDI sono classificati in base alla capacità di flusso, qualità del prodotto e altri limiti operativi. Ad esempio, un singolo modulo potrebbe essere specificato per: Flusso prodotto 6–10 gpm (1.4–2.3 m³/h), producendo resistività ≥15 MΩ·cm alle condizioni di alimentazione di progetto. Recupero (prodotto/alimentazione) potrebbe arrivare fino al 90–95% a seconda della durezza dell'alimentazione. In termini di reiezione, l'EDI rimuove in genere >99% degli ioni dell'alimentazione; la conduttività del prodotto può essere <0.1 µS/cm quando l'alimentazione è <20 µS/cm. Molti fornitori affermano che il loro EDI può produrre acqua da 16–18 MΩ·cm a partire da permeato RO contenente ad esempio 1–2 ppm TDS. La silice nel prodotto è spesso <0.1 ppm quando l'alimentazione è <1 ppm. L'intervallo di temperatura operativa è comunemente 5–35 °C (con le migliori prestazioni vicino all'ambiente ~20–25 °C). La pressione di alimentazione consentita potrebbe arrivare fino a ~6–7 bar (90–100 psi), con una caduta di pressione tipica per modulo intorno a 1–2 bar (15–30 psi). Se la caduta di pressione aumenta oltre ~3 bar, è indicata la pulizia. I moduli specificano anche la massima durezza dell'alimentazione, silice, CO₂ e cloro in termini quantitativi (ad es. durezza <1 ppm come CaCO₃, silice <1 ppm, cloro libero <0.05 ppm, TOC <0.5 ppm, ecc.). Aderire a queste specifiche è necessario per raggiungere le garanzie di prestazione.
Consumo Energetico
L'EDI è relativamente efficiente dal punto di vista energetico per il livello di purezza raggiunto. Il consumo tipico di energia potrebbe essere dell'ordine di 0,1–0,3 kWh per metro cubo di prodotto, a seconda della conduttività dell'alimentazione. Ad esempio, la letteratura indica circa 1 kWh per 1000 galloni (3,8 m³) per deionizzare l'acqua da 50 µS/cm a 10 MΩ·cm. Questo si traduce in circa 0,26 kWh/m³, sebbene l'uso di energia aumenti se il TDS dell'alimentazione è più alto o se è necessaria una purezza ultra-alta (18 MΩ·cm) (a causa di una maggiore corrente per la scissione dell'acqua). La corrente per modulo può arrivare fino a ~10 A a 100–150 V, quindi ogni modulo potrebbe consumare circa 1 kW. Nei sistemi multi-modulo, la potenza aumenta con il numero di moduli.
Dimensioni del Modulo e Collegamenti
I moduli EDI possono variare in dimensioni. Alcuni sono unità cilindriche con un diametro di ~8–12 pollici e alcuni piedi di altezza (questi spesso contengono una pila a spirale all'interno), pesando circa 50 kg. Altri sono scatole rettangolari che si uniscono a rack. Di solito, ogni modulo ha connettori per ingresso del fluido, uscita del prodotto, uscita del concentrato e talvolta ingresso del concentrato (se la ricircolazione è interna) e ingresso/uscita dell'elettrodo. I design skid spesso collettizzano questi in modo che l'operatore si confronti con pochi tubi combinati piuttosto che con molte singole connessioni modulari. Serraggi a sgancio rapido o unioni sono solitamente forniti per facilitare la sostituzione del modulo. I cavi elettrici dall'alimentazione collegano gli elettrodi di ciascun modulo (in serie o parallelo). Questi devono essere isolati e spesso raffreddati ad acqua o accuratamente instradati per evitare il contatto con superfici bagnate.
Varianti di design
Mentre il principio fondamentale è lo stesso, alcuni produttori hanno design brevettati. Ad esempio, alcuni impiegano la tecnologia "thin-cell" in cui i compartimenti di diluizione sono molto sottili, riducendo la distanza che gli ioni devono diffondere, il che può migliorare l'efficienza e consentire una leggera maggiore impurità nella materia prima (come una tolleranza al silice più alta). Altri hanno design segmentali in cui un modulo è diviso internamente in segmenti elettricamente in serie per utilizzare meglio la tensione. Le recenti innovazioni includono fette di resina o strutture a membrana di resina stratificata (dove la resina è legata in un disco o foglio poroso solido) per migliorare il contatto e ridurre la caduta di pressione. Tuttavia, queste sono variazioni avanzate e non ancora consolidate in tutte le industrie. I moduli standard avranno envelope di prestazioni simili.
Attrezzature ausiliarie
Un sistema EDI includerà un rettificatore di potenza DC, che prende l'alimentazione CA e fornisce DC alla tensione/corrente richiesta. Le unità moderne sono a stato solido e possono essere controllate dal PLC del sistema per regolare la corrente. Lo skid avrà anche un pannello di controllo e possibilmente un PLC con HMI per l'operazione. Inoltre, sono spesso incluse connessioni per la pulizia in situ (CIP) – porte dove la soluzione di pulizia può essere introdotta per circolare attraverso i moduli. Le caratteristiche di sicurezza come le valvole di sicurezza sulla linea di concentrazione (per proteggere le membrane da sovrapressione) e le aperture per i gas sono state menzionate in precedenza.
Nelle schede tecniche, potresti vedere specifiche come: “Qualità dell'acqua del prodotto: ≥16 MΩ·cm; Perdite di silice: <0.020 mg/L; Rimozione di CO₂: 90%; Recupero nominale: 90%; Requisiti di alimentazione: <30 µS/cm, <0.5 ppm di durezza, SDI<1, 5–35 °C; Potenza: 48 V, 5 A per coppia di celle,” ecc. Questi forniscono una sensazione degli obiettivi di design e dei limiti. I numeri esatti variano in base al modello e al produttore, ma le tendenze sono simili: purezza del prodotto molto alta, limiti di alimentazione rigorosi, e un design che massimizza la rimozione degli ioni minimizzando la formazione di incrostazioni.
Infine, vale la pena notare che i moduli EDI sono solitamente operati per acqua ad alta purezza in ambienti relativamente puliti; quindi, l'usura meccanica è minima. Le sostituzioni più probabili nel tempo sono le resine a scambio ionico (che possono degradarsi) e le membrane. Alcuni design di moduli consentono la ristrutturazione (sostituzione di resine o membrane all'interno), ma molti sono sigillati in fabbrica e l'intero modulo viene sostituito quando le prestazioni sono esaurite. Quando si seleziona un sistema EDI, considerare la disponibilità di supporto e sostituzioni, e la reputazione del design del modulo (in termini di affidabilità e facilità di manutenzione), è altrettanto importante quanto le specifiche di prestazione iniziali.
Comprendendo le fasi del processo EDI e mantenendo il controllo dei parametri operativi, gli ingegneri possono garantire che un sistema di elettrodeionizzazione produca costantemente acqua ultrapura con tempi di inattività minimi. L'EDI offre una soluzione convincente per raffinare l'acqua alle qualità più elevate necessarie nell'industria moderna – fornendo rigenerazione senza sostanze chimiche, funzionamento continuo e affidabilità comprovata quando progettato e gestito correttamente.
Riferimenti fidati
Scopri i marchi fidati che si affidano ai nostri sistemi DI ed esplora tutti i nostri riferimenti con un solo clic
Vedi tutti i nostri riferimenti





