Wasseraufbereitung für Anwendungen in der Lebensmittelverarbeitung
Wasser ist eine wichtige Ressource in der Lebensmittelverarbeitungsindustrie, die in fast jeder Produktionsstufe beteiligt ist – beim Waschen von Rohstoffen, Kochen, Mischen von Zutaten und der finalen Produktvorbereitung. In vielen Anlagen wird Wasser auch zur Reinigung von Geräten, zur Kühlung und zur Dampferzeugung eingesetzt. Da Wasser eine so kritische Komponente ist, beeinflussen seine Qualität und Konsistenz direkt die Sicherheit, den Geschmack, die Textur und die Haltbarkeit von Lebensmitteln. Zum Beispiel können Gemüse und Früchte, die mit kontaminiertem Wasser gewaschen werden, schädliche Bakterien in die Verarbeitungslinie einbringen. Ebenso kann die Verwendung von Wasser mit hohem Mineralgehalt die Geschmäcker verändern, die Effizienz des Wärmeübertrags verringern und potenziell Ablagerungen in Kesseln oder Kochgeräten verursachen.
Lebensmittelverarbeiter sind sich der Notwendigkeit strenger Qualitätskontrollmaßnahmen und der Einhaltung lokaler und internationaler Vorschriften, wie z.B. der FDA oder EU-Richtlinien, die häufig bestimmte Wasserqualitätsstandards festlegen, bewusst. Über die Einhaltung hinaus gibt es auch eine starke Verbrauchernachfrage nach hochwertigen, sicheren und minimal verarbeiteten Lebensmitteln. Investitionen in robuste Wasseraufbereitungssysteme ermöglichen es den Herstellern, konsistente Reinheitsgrade aufrechtzuerhalten, das Risiko von Kontaminationen zu minimieren und die Betriebseffizienz zu optimieren. Filtox ist auf die Bereitstellung industrieller Wasseraufbereitungslösungen spezialisiert, die auf den Lebensmittelverarbeitungssektor zugeschnitten sind. Unsere Technologien helfen sicherzustellen, dass jeder Tropfen Wasser, der beim Waschen, Kochen oder Verarbeiten verwendet wird, sorgfältig gereinigt wird, um die Produktintegrität zu unterstützen, die Gesundheit der Verbraucher zu schützen und ein verantwortungsbewusstes Unternehmensimage zu fördern.
Verwandte Produkte für Lebensmittelverarbeitung Anwendungen

Aktivkohlefilter
Aktivkohle absorbiert effizient Chlor, organische Verbindungen und andere Substanzen, die Neben- oder unangenehme Geschmäcker verursachen können. Sie ist besonders wertvoll, um den natürlichen Geschmack und das Aroma von Lebensmitteln zu bewahren. Darüber hinaus hilft die Entfernung von Chlor, die Farbe und Textur empfindlicher Zutaten zu erhalten.

Umkehrosmose (RO)
Die Umkehrosmose ist dafür ausgelegt, eine Vielzahl von Verunreinigungen zu entfernen, darunter gelöste Feststoffe, Schwermetalle und bestimmte Mikroorganismen. Indem Wasser durch eine semipermeable Membran gedrückt wird, gewährleistet RO ein hohes Maß an Reinheit, das für Wasch- und Spülverfahren sowie für die Formulierung konsistenter Rezepte unerlässlich ist.

Wasserenthärter
Wasserenthärtungs einheiten helfen, die Wasserhärte zu verwalten, indem sie überschüssiges Calcium und Magnesium entfernen. Dies verhindert nicht nur Ablagerungen und Korrosion in der Verarbeitungsausrüstung, sondern trägt auch zu konsistentem Kochen und Produkttextur bei, insbesondere bei Prozessen wie Konservierung oder Backen.
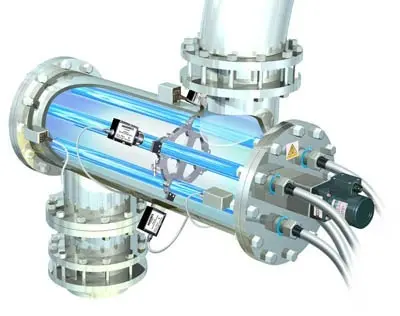
UV-Desinfektion
Die UV-Desinfektion (Ultraviolett) verwendet UV-Licht, um Bakterien, Viren und andere Krankheitserreger inaktiv zu machen. Diese Methode ist chemiefrei, was sicherstellt, dass keine Rückstände den Geschmack oder die Qualität von verarbeiteten Lebensmitteln beeinträchtigen. UV-Technologie wird häufig in Anwendungen zur Reinigung von Wasser und in Endspülprozessen eingesetzt.
Vorteile dieser Systeme
- Verbesserte Produktsicherheit
Die Beseitigung von mikrobiellen und chemischen Verunreinigungen verringert das Risiko von lebensmittelbedingten Krankheiten. Konstant reines Wasser sorgt dafür, dass frisches Obst und Gemüse sowie andere Rohstoffe gründlich gewaschen werden, ohne schädliche Krankheitserreger einzuführen. - Qualitätserhaltung
Bestimmte Geschmacks- und Aromastoffe können leicht durch Verunreinigungen oder Chlor im Wasser beeinträchtigt werden. Hochwertiges Wasser unterstützt die Erhaltung der natürlichen Aromen, Farben und Texturen und verbessert somit die Gesamtattraktivität des Produkts. - Regulatorische Konformität
Die Einhaltung nationaler und internationaler Standards für Lebensmittelsicherheit (wie HACCP, FDA oder EU-Richtlinien) wird durch eine robuste Wasseraufbereitung einfacher. Regelmäßige Tests und Wartung gewährleisten zudem die fortlaufende Einhaltung. - Reduzierte Wartung von Anlagen
Skalen- und Mineralablagerungen können Kessel, Wärmetauscher und andere kritische Maschinen beschädigen. Eine optimierte Wasseraufbereitung verlängert die Lebensdauer der Anlagen und reduziert Ausfallzeiten, was zu einer effizienteren Produktionslinie beiträgt.
Herausforderungen und Lösungen
- Herausforderung: Biologische Kontamination
Lösung: UV-Desinfektion bietet einen chemiefreien Ansatz zur Deaktivierung von Bakterien, Viren und Pilzen im Prozesswasser. In Kombination mit gründlichen Sanierungsprotokollen reduziert sie effektiv das Risiko des mikrobiellen Wachstums. - Herausforderung: Skalierung und hartes Wasser
Lösung: Ionenaustausch- oder Umkehrosmoseanlagen können Härtemineralien wie Calcium und Magnesium entfernen, um die Bildung von Skalierung auf kritischen Oberflächen zu verhindern. Dies bewahrt die Wärmeübertragungseffizienz und reduziert den Verschleiß der Geräte. - Herausforderung: Verbleibendes Chlor und unangenehme Gerüche
Lösung: Aktivkohlefiltration entfernt Chlor und andere organische Verbindungen, die Geschmack, Geruch und Farbe beeinflussen können. Dies ist besonders wichtig bei verzehrfertigen oder minimal verarbeiteten Produkten, bei denen der Geschmack unverändert bleiben muss. - Herausforderung: Hoher Wasserverbrauch und Abwasserbewirtschaftung
Lösung: Viele Lebensmittelverarbeitungsbetriebe verbrauchen große Mengen Wasser. Filtox hilft den Kunden, Strategien zur Abwasser-Rückgewinnung umzusetzen, die die Wiederverwendung von behandeltem Wasser für nicht-trinkbare Anwendungen wie die Reinigung von Geräten oder Kühlung ermöglichen, wodurch der gesamte Wasserverbrauch und die Umweltbelastung reduziert werden. - Herausforderung: Erzielung konsistenter Produktqualität
Lösung: Umkehrosmose und ergänzende Systeme stabilisieren die Wasserparameter und gewährleisten Einheitlichkeit in Rezepturen und Prozessen. Mit konsistenter Wasserqualität können Hersteller standardisierte Kochzeiten, Geschmacksprofile und Texturen über alle Produktchargen hinweg aufrechterhalten.
Häufig gestellte Fragen
- Ist Umkehrosmose immer notwendig in der Lebensmittelverarbeitung?
Es hängt von den spezifischen Bedürfnissen und der lokalen Wasserqualität ab. Während es nicht für alle Anwendungen obligatorisch ist, wird RO dringend empfohlen, wenn Reinheit und Geschmacksstabilität entscheidend sind, wie zum Beispiel bei Babynahrung oder hochwertigen Produktlinien. - Wie schneidet UV-Desinfektion im Vergleich zu chemischen Desinfektionsmitteln ab?
Die UV-Desinfektion ist ein physikalischer Prozess, der keine Rückstände oder Nebenprodukte hinterlässt, was sie ideal zur Erhaltung empfindlicher Aromen und Texturen macht. Chemische Desinfektionsmittel können effektiv sein, können jedoch Geschmacks- oder Geruchsprobleme verursachen. - Entfernt Aktivkohle alle Verunreinigungen?
Sie entfernt effektiv Chlor, einige organische Verbindungen und flüchtige Chemikalien. Für eine breitere Verunreinigungsentfernung wird empfohlen, Aktivkohle mit anderen Behandlungen wie RO zu kombinieren. - Wird der Ionenaustausch die Nährmineralien in Lebensmitteln beeinflussen?
Der Ionenaustausch zielt hauptsächlich auf Härtemineralien im Wasser ab, nicht auf die, die in Lebensmittelbestandteilen enthalten sind. Der Prozess entzieht den Lebensmitteln selbst keine wesentlichen Nährstoffe. - Wie oft sollte die Wasserqualität getestet werden?
Die Häufigkeit hängt von der Produktionsgröße und den gesetzlichen Anforderungen ab. Viele Anlagen führen täglich oder wöchentlich Tests durch, insbesondere bei der Herstellung von Produkten mit strengen Sicherheitsstandards.