Tratamiento del agua para máquinas de hielo y producción de hielo
La producción de hielo es un proceso crítico tanto en entornos comerciales como industriales. Ya se trate de un restaurante, un hotel, una fábrica de bebidas o una planta de envasado, la calidad del hielo puede influir significativamente en las operaciones generales y en la satisfacción del cliente. Desde enfriar bebidas hasta conservar productos perecederos, el hielo cumple numerosas funciones. Sin embargo, no todo el hielo es igual. Las impurezas del agua -como minerales disueltos, sedimentos, bacterias o productos químicos- pueden producir cubitos turbios, sabores extraños o incluso plantear riesgos para la salud. En entornos de gran volumen en los que se producen grandes cantidades de hielo a diario, la calidad constante del agua es esencial para garantizar un producto final fiable e higiénico.
La utilización de sistemas avanzados de tratamiento del agua puede resolver estos problemas mediante la eliminación de contaminantes y el control de parámetros como la dureza, el total de sólidos disueltos (TDS) y la carga microbiana. Al invertir en agua purificada, los fabricantes de hielo pueden minimizar las incrustaciones en los equipos, mejorar la eficiencia energética y mantener un estricto cumplimiento de las normas de seguridad alimentaria. Filtox ofrece soluciones de tratamiento de agua de calidad industrial adaptadas a las necesidades específicas de las instalaciones de producción de hielo. Mediante tecnologías como la ósmosis inversa (OI), la desinfección ultravioleta (UV) y el intercambio iónico, nuestros clientes pueden producir hielo transparente y seguro que cumple las normas de calidad más exigentes. De este modo, las empresas no sólo mejoran su reputación de limpieza y calidad, sino que también optimizan los costes de producción y reducen el tiempo de inactividad causado por problemas de mantenimiento de los equipos.
Productos relacionados con Tratamiento del agua para máquinas de hielo

Filtración por carbón activado
Los filtros de carbón activo eliminan el cloro, los compuestos orgánicos y las sustancias volátiles que podrían afectar al sabor y el olor. Este paso es especialmente beneficioso para el hielo que se utiliza en las bebidas, donde cualquier sabor extraño puede afectar a la experiencia general de consumo.

Ósmosis inversa (RO)
Los sistemas de ósmosis inversa impulsan el agua a través de una membrana semipermeable a presión, eliminando una amplia gama de contaminantes, como minerales disueltos, metales pesados y determinados microorganismos. El resultado es un agua con bajo contenido en SDT, ideal para producir hielo cristalino. El agua tratada por ósmosis inversa ayuda a reducir los residuos minerales que pueden enturbiar o formar incrustaciones en las máquinas de hielo.

Descalcificador
Las resinas descalcificadoras actúan específicamente sobre determinados iones, como el calcio y el magnesio, que contribuyen a la dureza y la formación de incrustaciones. El agua más blanda ayuda a minimizar el desgaste de los equipos, reduce los costes de mantenimiento y garantiza que el hielo permanezca transparente y sin vetas minerales.
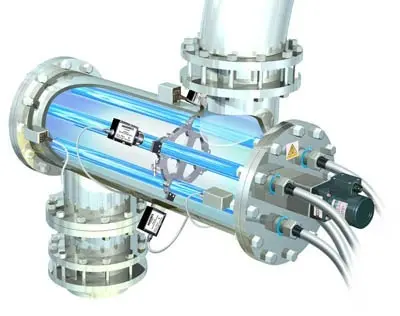
Desinfección UV
Los sistemas de desinfección UV emiten luz ultravioleta que desactiva bacterias, virus y otros patógenos. Como el proceso no requiere productos químicos, no altera el sabor ni introduce compuestos residuales en el agua. El tratamiento UV es especialmente útil para mantener la seguridad microbiana en entornos de producción de hielo de gran volumen.
Ventajas de los sistemas de agua para máquinas de hielo
- Hielo cristalino
El agua de gran pureza da como resultado un hielo transparente en lugar de turbio. El hielo transparente es estéticamente atractivo para bebidas, servicios de catering y productos de consumo envasados. - Sabor y olor mejorados
Al eliminar el cloro, la materia orgánica y otros posibles contaminantes, el agua tratada produce hielo con un sabor limpio y neutro. Esto es crucial en aplicaciones en las que el sabor puede marcar la diferencia. - Cumplimiento de la normativa
Muchas normativas sanitarias y de seguridad alimentaria exigen que el hielo cumpla normas microbianas y químicas específicas. Los sistemas de tratamiento de agua ayudan a las instalaciones a cumplir las directrices locales, nacionales o internacionales. - Longevidad del equipo
Las incrustaciones pueden mermar la eficacia de las máquinas de hielo y provocar averías frecuentes. Minimizar la cal y las sustancias corrosivas mediante el intercambio iónico o la ósmosis inversa prolonga la vida útil del equipo y reduce el tiempo de inactividad. - Ahorro de costes operativos
El tratamiento eficaz del agua suele amortizarse por sí mismo al reducir el consumo de energía, disminuir las reparaciones de la maquinaria y minimizar la pérdida de producto. El retorno de la inversión es especialmente evidente en las instalaciones de producción de hielo a gran escala.
Retos y soluciones
- Reto: Alta dureza y formación de incrustaciones
Solución: Incorporar el intercambio iónico o la ósmosis inversa para eliminar los iones de calcio y magnesio, evitando la formación de incrustaciones en las máquinas de hielo y garantizando una producción constante de hielo transparente. - Reto: Contaminación microbiana
Solución: La desinfección UV ofrece un método sin productos químicos para inactivar bacterias, virus y otros patógenos. Junto con unas buenas prácticas sanitarias, la UV garantiza un producto microbiológicamente seguro. - Reto: Problemas de sabor y olor
Solución: La filtración con carbón activado combate el cloro y los compuestos orgánicos que pueden dar sabores no deseados. El mantenimiento regular del filtro es clave para obtener resultados consistentes. - Reto: Elevados costes de explotación
Solución: Mediante la optimización del uso del agua, la recuperación de los flujos de rechazo de ósmosis inversa o el aprovechamiento de sistemas modernos y eficientes desde el punto de vista energético, las instalaciones pueden reducir los gastos a largo plazo al tiempo que mejoran la calidad de la producción. - Desafío: Calidad variable del agua de abastecimiento
Solución: Los sistemas de supervisión automatizados pueden detectar fluctuaciones en la composición del agua entrante, ajustando los parámetros de tratamiento en tiempo real. Esta estabilidad garantiza una calidad uniforme del hielo independientemente de los cambios estacionales o locales en la fuente de agua.
Preguntas más frecuentes (FAQ)
- ¿Afecta el agua tratada con ósmosis inversa a la velocidad de fusión del hielo?
Como el agua tratada con ósmosis inversa tiene pocas impurezas, el hielo producido puede fundirse a veces más lentamente que el hielo con mayor contenido mineral. Sin embargo, esta ventaja puede variar en función de las condiciones ambientales y de almacenamiento. - ¿Con qué frecuencia debo limpiar y mantener mis sistemas de filtración?
La frecuencia de mantenimiento depende del volumen de uso y de la calidad del agua local. Por lo general, los filtros de sedimentos y de carbón deben sustituirse cada pocos meses, mientras que las membranas de ósmosis inversa pueden durar más tiempo con los cuidados adecuados. - ¿Es mejor la desinfección UV que los tratamientos químicos?
La desinfección UV es un método no químico que no altera la composición del agua. En la producción de hielo, es preferible ya que evita añadir sabor o residuos, siempre que el agua ya sea lo suficientemente clara para la penetración de los rayos UV. - ¿Puedo combinar varios métodos de tratamiento?
Sí. En muchos casos, un sistema de varias etapas -como la filtración de sedimentos, la filtración de carbono, la ósmosis inversa y los rayos ultravioleta- ofrece las mejoras más completas de la calidad del agua para la producción de hielo. - ¿El agua purificada dañará mi equipo de fabricación de hielo?
Al contrario, el uso de agua purificada suele prolongar la vida útil del equipo al evitar la formación de incrustaciones y la corrosión. También reduce los problemas de obstrucción y ensuciamiento, mejorando la eficiencia operativa.