Humidificación por difusión en horno
En la fabricación de semiconductores, los hornos de difusión funcionan a temperaturas elevadas, donde los gases dopantes y los oxidantes se difunden en las obleas de silicio para formar uniones o desarrollar capas dieléctricas. Para controlar las tasas de oxidación y evitar defectos cristalinos, los fabricantes suelen enriquecer el gas portador con vapor de agua ultrapuro. Esta práctica, conocida en la industria como humidificación del entorno del horno de difusión con vapor ultrapuro, introduce una cantidad controlada de humedad en una corriente caliente de nitrógeno o argón. No se trata de un simple proceso de ebullición. Los operadores ajustan el punto de rocío con instrumentos de precisión, ya que una humedad demasiado baja ralentiza el crecimiento del óxido, mientras que una humedad excesiva favorece la condensación y la formación de partículas. Los ingenieros diseñan sistemas de humidificación para convertir el agua de alta pureza en finas gotas o vapor que se mezclan completamente antes de entrar en el tubo de cuarzo del proceso. La contaminación en esta etapa amenaza el rendimiento de los dispositivos, ya que las altas temperaturas precipitan cualquier sal mineral o ion metálico disuelto en forma de «nieve» en la superficie de las obleas, creando microdefectos. Por esta razón, solo se permite el uso de agua tratada según los estándares de microelectrónica. El horno de difusión debe permanecer sellado e inerte, por lo que la inyección se realiza normalmente a través de una aguja controlada por flujo másico o un generador de aerosoles que se mezcla con el nitrógeno de barrido. La introducción de vapor permite un crecimiento uniforme del óxido en miles de obleas a la vez, creando una fina película de agua sobre la superficie de silicio, que reacciona para formar dióxido de silicio de alta calidad. La uniformidad en todo el horno depende de un contenido de humedad constante, la ausencia de contaminantes, una temperatura estable del horno y velocidades de gas correctas. Por lo tanto, el subsistema de humidificación se convierte en parte integral de todo el proceso térmico, influyendo en el rendimiento del dispositivo y en su fiabilidad a largo plazo.
Más allá de la reacción química en sí, el valor comercial de la humidificación precisa está relacionado con el rendimiento y la productividad. Las fábricas de semiconductores invierten millones en cada horno; cualquier tiempo de inactividad o pérdida de rendimiento tiene un coste amplificado. Un sistema de humidificación adecuado reduce el tiempo de procesamiento al promover una oxidación rápida y uniforme y elimina la necesidad de volver a trabajar debido a capas de óxido defectuosas. Sin él, las obleas pueden desarrollar un espesor de óxido no uniforme, lo que provoca variaciones en el voltaje umbral de los transistores o voltajes de ruptura más bajos en los condensadores. El tratamiento del agua interviene desde el principio, produciendo agua de alimentación con la calidad requerida. Normalmente, los circuitos de agua ultrapura suministran el humidificador, pero un pulido adicional, como la desgasificación por membrana o la destilación al vacío, garantiza un contenido total de sólidos disueltos cercano a cero. Aunque la oxidación en seco se utiliza para el crecimiento de óxido de puerta en óxidos muy finos, la mayoría de los óxidos de campo y las estructuras de aislamiento se basan en la oxidación por vapor. El vapor limpio también reduce la contaminación de los tubos del horno, ya que no transporta ionenes metálicos ni partículas. Además, los sistemas de humidificación permiten que los gases dopantes, como el HCl, reaccionen de forma más predecible al estabilizar la química de la superficie. Los ingenieros deben equilibrar el coste del sofisticado hardware de tratamiento de agua y humidificación con la mejora del rendimiento y el control del proceso. En última instancia, la humidificación de los hornos de difusión pone de relieve cómo un servicio de agua puede convertirse en un activo estratégico en la fabricación de microelectrónica, conectando la ingeniería química, la ciencia de los materiales y el control de calidad en una única operación de gran impacto.
Productos relacionados para la humidificación de hornos de difusión

Ósmosis inversa
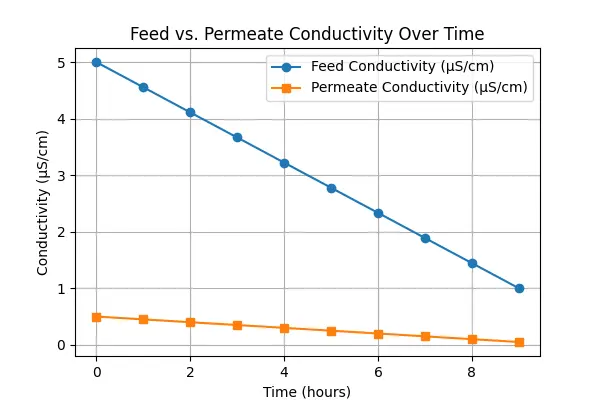
Las membranas de poliamida semipermeables que funcionan a 12-25 bar rechazan hasta el 99 % de las sales disueltas, la sílice y los compuestos orgánicos, produciendo un permeado de baja conductividad que constituye la base para la humidificación del horno de difusión. Las unidades de ósmosis inversa actúan como barrera primaria contra las impurezas minerales, reduciendo las concentraciones de iones a partes por mil millones antes del pulido posterior.

Ultrafiltración
Las membranas poliméricas de fibra hueca con tamaños de poro de aproximadamente 0,01 µm capturan sílice coloidal, fragmentos bacterianos y endotoxinas. Instalada aguas abajo de la ósmosis inversa (RO) y la desionización electrolítica continua (CEDI), la ultrafiltración protege los vaporizadores de humidificación y los generadores de vapor contra las incrustaciones y la contaminación microbiana.

Electrodesionización (EDI)
Los módulos de electrodeionización combinan resinas de intercambio iónico con membranas bipolares para eliminar los iones residuales bajo un campo eléctrico. Funcionando de forma continua a temperatura ambiente, pulen el permeado de ósmosis inversa hasta alcanzar resistividades superiores a 15 MΩ·cm. La CEDI elimina la necesidad de regeneración con ácidos o cáusticos y es la opción preferida para suministrar agua de alimentación de alta pureza a los humidificadores.

Desionización
Los recipientes de intercambio iónico de lecho mixto que contienen resinas de alta pureza intercambian cationes y aniones para depurar el agua más allá de la calidad del permeado de ósmosis inversa. Proporcionan una barrera final contra la contaminación iónica residual y pueden regenerarse fuera de línea. Aunque están siendo sustituidos por CEDI en muchas fábricas, los lechos mixtos siguen siendo una tecnología fiable y sencilla para los sistemas de humidificación pequeños.
Estas tecnologías funcionan conjuntamente para proporcionar agua de alta pureza de forma constante que puede convertirse en vapor limpio o nitrógeno humidificado sin introducir contaminantes. La ósmosis inversa elimina la mayor parte de los sólidos disueltos; la CEDI y el intercambio iónico pulen el permeado para alcanzar una resistividad de clase megohm; la ultrafiltración y la oxidación UV atacan los coloides y los compuestos orgánicos; y las membranas de desgasificación eliminan los gases que, de otro modo, reducirían la resistividad o contribuirían a la corrosión. La destilación proporciona una protección definitiva cuando los requisitos del proceso se acercan a los límites teóricos de pureza. La selección de los sistemas depende de la infraestructura de agua ultrapura existente en la instalación, la estabilidad del punto de rocío requerida y los objetivos de fiabilidad. En muchos casos, se integran unidades modulares montadas sobre patines en el circuito de humidificación para mantener la producción continua. La combinación de estas unidades permite a los fabricantes de semiconductores cumplir con normas estrictas y garantizar que cada gota de agua que entra en un horno de difusión favorezca el rendimiento, no los defectos.
Parámetros clave de calidad del agua supervisados
El control de la calidad del agua para la humidificación de hornos de difusión requiere un conjunto completo de mediciones, ya que incluso los contaminantes más pequeños pueden precipitarse a 1000 °C y dañar los dispositivos. El parámetro más fundamental es la resistividad o la conductividad. El agua ultrapura utilizada para la generación de vapor debe presentar una resistividad superior a 18 MΩ·cm a 25 °C, lo que corresponde a una conductividad inferior a 0,056 µS/cm. La resistividad responde a la contaminación iónica; un aumento indica una penetración de cationes o aniones en los lechos de intercambio iónico o la absorción de CO₂. Los operadores también controlan el carbono orgánico total (TOC), que normalmente se mantiene por debajo de 1 µg/L para garantizar que no se depositen residuos de carbono en las obleas. El oxígeno y el dióxido de carbono disueltos deben permanecer por debajo de 10 µg/L, ya que influyen en la estabilidad del punto de rocío y pueden formar microburbujas que perturban la atomización. El contenido de sílice es una medida crítica, ya que las partículas de silicato pueden depositarse en la superficie de las obleas en forma de «nieve» cristalina. El sílice total se controla normalmente por debajo de 50 ng/L, y los procesos más estrictos aspiran a menos de 10 ng/L. El recuento de partículas de 0,05 µm se supervisa en línea, con límites de alrededor de 200 partículas por litro para evitar defectos mecánicos en las películas finas. Los residuos no volátiles (NVR) miden la masa total de contaminantes que quedan después de evaporar una muestra; los valores típicos son inferiores a 100 ng/L. Los metales traza, como el hierro, el cobre y el sodio, deben permanecer por debajo de 1-10 ng/L, controlados por ICP-MS. La cromatografía iónica analiza los principales aniones, como el cloruro, el sulfato y el amonio, cada uno de los cuales se mantiene por debajo de 50 ng/L. No se puede tolerar la contaminación bacteriana; los límites son inferiores a una unidad formadora de colonias (UFC) por 100 ml. En conjunto, estos parámetros proporcionan una imagen completa de la pureza iónica, orgánica, particulada y microbiana.
Además de la pureza química, los ingenieros de procesos controlan los parámetros termofísicos. El pH se mantiene ligeramente ácido (5,5-7,0) porque la absorción de dióxido de carbono altera la neutralidad del agua pura, y cualquier agente tampón introduciría iones. La temperatura influye en la resistividad y el punto de rocío, por lo que es necesario compensar las mediciones. El punto de rocío es una medida directa de la humedad que se suministra al horno. Los rangos de humidificación típicos corresponden a puntos de rocío entre 10 °C y 40 °C en corrientes de nitrógeno, lo que equivale a concentraciones de humedad de aproximadamente 100 ppm a 3 % por volumen. Los analizadores de punto de rocío en tiempo real utilizan sensores de espejo enfriado o de capacitancia para lograr una precisión de ±0,2 °C. Los caudales de inyección de agua y gas portador determinan la mezcla y se controlan mediante controladores de flujo másico con una repetibilidad superior al 1 %. Se supervisa la caída de presión a través de los filtros y membranas para detectar ensuciamientos. En algunas fábricas, se miden el hidrógeno disuelto u otros gases, ya que pueden afectar a la cinética de oxidación. Por último, la propia velocidad de oxidación es un parámetro indirecto influenciado por la humedad; las mediciones de elipsometría o del espesor del óxido después del procesamiento se retroalimentan en las estrategias de control de la humidificación. Mantener todos estos parámetros dentro de unos márgenes estrechos garantiza que la humidificación contribuya al crecimiento uniforme del óxido sin introducir nuevas fuentes de contaminación.
| Parámetro | Rango típico | Método de control |
| Resistividad | > 18,0 MΩ·cm | Sensores de resistividad en línea continuos con compensación de temperatura y puntos de ajuste de alarma. |
| Conductividad | < 0,056 µS/cm | Las mismas sondas que para la resistividad; ajuste de la regeneración por intercambio iónico o la alimentación CEDI. |
| Carbono orgánico total (COT) | < 1 µg/L | Oxidación UV seguida de analizadores de TOC y sustitución frecuente de lámparas. |
| Oxígeno disuelto | < 10 µg/L | Membranas de desgasificación al vacío o burbujeo de nitrógeno en tanques de almacenamiento. |
| Sílice | < 50 ng/L | Pruebas de integridad de la membrana de ósmosis inversa y limpieza o sustitución periódicas. |
| Recuento de partículas (>0,05 µm) | < 200 partículas/L | Ultrafiltración seguida de contadores de partículas en línea y cambios de prefiltro. |
| Residuo no volátil (NVR) | < 100 ng/L | Destilación o filtración submicrónica con muestreo rutinario. |
| Metales traza (por ejemplo, Na, Fe) | < 1-10 ng/L | Intercambio iónico de lecho mixto y sustitución periódica de resina o pruebas del módulo CEDI. |
| Aniones principales (Cl⁻, SO₄²⁻) | < 50 ng/L | Alarmas de cromatografía iónica y prevención de adición de productos químicos |
| Bacterias | < 1 UFC/100 ml | Desinfección con agua caliente u ozono y filtración estéril. |
| pH | 5,5-7,0 | Control de CO₂ mediante membranas de desgasificación; comprobaciones ocasionales de titulación. |
| Punto de rocío | 10-40 °C | Sensores de punto de rocío con control de bucle cerrado del flujo de inyección de agua |
| Caudal | Agua: 0,5-10 ml/min; Nitrógeno: 5-50 l/min | Controladores de flujo másico calibrados con calibración periódica |
Consideraciones sobre el diseño y la implementación
El diseño de un sistema de humidificación para hornos de difusión destinados a la fabricación de semiconductores requiere una selección cuidadosa de los materiales y la arquitectura de control para mantener la pureza y la estabilidad. El cuarzo o el carburo de silicio de alta calidad se utilizan habitualmente para los tubos de los hornos, ya que estos materiales toleran temperaturas superiores a 1100 °C sin contaminar las obleas. La línea de humidificación debe construirse con tubos de fluoropolímero, como el perfluoroalcoxi (PFA), para evitar la lixiviación de metales o partículas; se puede utilizar acero inoxidable para los componentes aguas abajo, pero se pasiva y se electropulido para minimizar la corrosión. Los ingenieros dimensionan el humidificador analizando la carga del horno, la velocidad de oxidación deseada y el rango del punto de rocío. Los colectores de mezcla de gases requieren controladores de flujo másico (MFC) de alta precisión capaces de suministrar gas portador a caudales entre 5 y 50 L/min con una precisión del ±1 %. Los dispositivos de inyección de agua pueden utilizar nebulizadores ultrasónicos, generadores de vapor o humidificadores de membrana. Los nebulizadores crean un aerosol de gotas micrométricas utilizando elementos piezoeléctricos, mientras que los generadores de vapor hierven agua ultrapura en condiciones controladas. El punto de inyección se coloca aguas arriba de la zona caliente del horno para permitir la mezcla y el calentamiento, evitando la condensación en las obleas. La instrumentación incluye sensores de punto de rocío, sondas de resistividad y analizadores de trazas de sílice conectados a un sistema de control distribuido que registra los datos de forma continua.
Las normas proporcionan marcos para el diseño. La norma SEMI F63 guía la selección de materiales y componentes para sistemas de agua ultrapura, especificando los límites de lixiviación y la rugosidad de la superficie. Las normas ISO 14644 clasifican la calidad del aire de las salas blancas, lo que influye en el diseño de las líneas de suministro de gas y las carcasas de los humidificadores. Las normas nacionales e internacionales sobre calderas pueden aplicarse a los generadores de vapor, y la norma ASTM D5127 describe las especificaciones para el agua de alta pureza utilizada en la electrónica. La redundancia está integrada en el diseño para mitigar el riesgo de contaminación; los trenes RO duales y los módulos CEDI paralelos permiten el mantenimiento sin detener la humidificación. Es esencial diseñar pensando en la facilidad de limpieza. Deben eliminarse los tramos muertos y las grietas en las tuberías para evitar el estancamiento y el crecimiento microbiano. Los puertos de muestreo automatizados y los bucles de calibración facilitan la verificación rutinaria de los sensores. Los sistemas de control incorporan enclavamientos para evitar la inyección de agua si la resistividad cae por debajo del umbral o si el punto de rocío se desvía más allá de los límites establecidos. La integración con la gestión de recetas del horno garantiza el perfil de humedad correcto para cada paso del proceso. La planificación de la capacidad tiene en cuenta no solo el horno actual, sino también las futuras ampliaciones; los diseños modulares permiten añadir humidificadores adicionales sin necesidad de realizar grandes reconfiguraciones. Todas estas consideraciones convergen para ofrecer un sistema robusto que puede soportar de forma fiable la fabricación de grandes volúmenes.
Operación y mantenimiento
El funcionamiento de un sistema de humidificación de hornos de difusión requiere procedimientos disciplinados y una supervisión regular. Antes de iniciar la producción, los operadores verifican que el sistema de tratamiento de agua cumpla con las especificaciones. Los módulos de intercambio iónico y CEDI se enjuagan hasta que la resistividad se estabiliza por encima del punto de ajuste, que suele ser de 18 MΩ·cm. Los controladores de flujo másico se ponen a cero y se calibran para suministrar los caudales correctos de nitrógeno y agua. Los sensores de punto de rocío se comprueban con higrómetros de referencia para garantizar que la lectura sea precisa. Durante el funcionamiento, el sistema de control ajusta continuamente la inyección de agua para mantener el punto de rocío objetivo dentro de ±0,2 °C. Si el punto de rocío se desvía, las alarmas avisan al operador para que compruebe si hay obstrucciones o suciedad en los sensores. Los registros diarios registran la resistividad, el TOC, el silicio y el recuento de partículas; las desviaciones dan lugar a investigaciones. Para evitar la condensación repentina, las tasas de rampa para la introducción de humedad se programan cuidadosamente. Después del procesamiento, la línea del humidificador se purga con nitrógeno seco para eliminar la humedad residual. Esta purga evita la corrosión y el crecimiento microbiano durante el tiempo de inactividad.
Los programas de mantenimiento están diseñados para preservar la pureza del agua y la precisión de los instrumentos. Los filtros de cartucho situados aguas arriba de las unidades de ósmosis inversa se sustituyen mensualmente para evitar la obstrucción de las membranas. Las membranas de ósmosis inversa se limpian in situ cuando la presión diferencial aumenta más de un 15 %. Los módulos CEDI requieren un pretratamiento de la alimentación y un lavado periódico con agua de alta resistividad; se supervisa el rendimiento eléctrico para detectar incrustaciones. Los módulos de ultrafiltración se someten a retrolavado o limpieza química para eliminar los coloides acumulados. Las membranas de desgasificación se inspeccionan trimestralmente para comprobar el rendimiento de la bomba de vacío y la integridad de la membrana. Los generadores de vapor o nebulizadores se drenan y limpian para eliminar cualquier residuo; se inspeccionan sus elementos calefactores para detectar incrustaciones. Las lámparas UV de las unidades de oxidación de TOC se sustituyen anualmente o cuando los niveles de TOC aumentan de forma inesperada. Los sensores, incluidas las sondas de resistividad, los analizadores de punto de rocío y los medidores de flujo, se calibran a intervalos definidos, normalmente cada seis meses, utilizando normas certificadas. La calibración es crucial porque la deriva de las mediciones puede provocar desviaciones en el proceso.
Los equipos operativos también deben mantener la documentación. Los procedimientos de puesta en marcha, apagado, limpieza y respuesta ante emergencias se documentan y revisan periódicamente. Los operadores reciben formación sobre el manejo de los sistemas de agua ultrapura y sobre cómo reconocer los primeros signos de contaminación. Los inventarios de piezas de repuesto incluyen elementos críticos como juntas tóricas, filtros y sensores para minimizar el tiempo de inactividad. En las fábricas multitarea, el mantenimiento preventivo suele sincronizarse entre varios humidificadores para reducir las interrupciones. El plan de mantenimiento también aborda el control microbiano; semanalmente se lleva a cabo la desinfección con agua caliente o la dosificación de ozono de bajo nivel en los tanques de almacenamiento. Después de la desinfección, el lavado del sistema garantiza que no queden oxidantes que puedan atacar los materiales posteriores. Al adherirse a un régimen estructurado de operación y mantenimiento, las instalaciones garantizan que la humidificación siga contribuyendo a la mejora del rendimiento en lugar de ser una fuente de defectos.
Retos y soluciones
En la humidificación de hornos de difusión, surgen varios retos prácticos, cada uno de los cuales requiere soluciones específicas. Problema: La precipitación de sílice, también llamada «nieve de vapor», se produce cuando la sílice disuelta supera la solubilidad en la zona caliente y se deposita en las obleas. Solución: Una combinación de RO, CEDI y resinas de intercambio iónico específicas para sílice reduce la sílice disuelta por debajo de los límites de detección, y los monitores de sílice en línea proporcionan alertas tempranas. Problema: La deriva del punto de rocío puede provocar un espesor de óxido no uniforme en un lote. Solución: El control de bucle cerrado mediante sensores de punto de rocío de alta precisión, junto con el ajuste en tiempo real de la inyección de agua a través de controladores de flujo másico, estabiliza la humedad dentro de tolerancias estrictas. La deriva también puede deberse a la contaminación de los sensores, por lo que la calibración periódica y la instalación de sensores redundantes mitigan este riesgo. Problema: El crecimiento microbiano en los tanques de almacenamiento y las tuberías puede introducir contaminantes orgánicos que se descomponen a altas temperaturas para formar partículas. Solución: El diseño del sistema minimiza los tramos muertos y el estancamiento; la desinfección periódica con agua caliente y el tratamiento con rayos ultravioleta mantienen un entorno biológicamente inerte, y los filtros estériles evitan la entrada de bacterias.
Otro conjunto de retos está relacionado con la fiabilidad y la integración de los equipos. Problema: Los módulos de ósmosis inversa y CEDI pueden ensuciarse o incrustarse debido a fallos en el pretratamiento aguas arriba, lo que provoca caídas repentinas de la resistividad e interrupciones en el proceso. Solución: Implementar una supervisión por capas que incluya la presión diferencial, la conductividad antes y después de cada unidad y análisis de mantenimiento predictivo para detectar los primeros signos de ensuciamiento. La instalación de trenes de tratamiento redundantes permite desconectar uno de ellos para su limpieza sin detener la producción. Problema: La interacción entre la humidificación y los gases dopantes puede provocar reacciones no deseadas o corrosión en las líneas de gas. Solución: La selección cuidadosa de los materiales, como el uso de aleaciones de níquel o acero recubierto, y el control del punto de rocío para evitar la condensación de especies corrosivas, protegen el hardware. Cuando se utilizan gases dopantes hidrófilos, el modelado dinámico ayuda a anticipar los equilibrios de reacción. Problema: Las recetas de proceso evolucionan rápidamente y es posible que un sistema de humidificación diseñado para un espesor de óxido determinado no cumpla los nuevos requisitos. Solución: La flexibilidad de diseño mediante humidificadores modulares, velocidades de inyección ajustables y esquemas de control configurables por software permite la adaptación. La participación de los proveedores de equipos en programas de mejora continua permite soluciones personalizadas que se adaptan al ritmo de los nodos tecnológicos. Mediante la identificación sistemática de problemas y la implementación de soluciones robustas, las fábricas mantienen altos rendimientos y protegen su inversión de capital.
Ventajas y desventajas
La humidificación de los hornos de difusión mediante vapor ultrapuro o nitrógeno humidificado aporta claras ventajas. Al favorecer una oxidación rápida y uniforme, el vapor permite que se formen óxidos más gruesos en una fracción del tiempo que requiere la oxidación en seco. La mayor uniformidad se traduce en características eléctricas más estrictas en cada oblea, lo que resulta fundamental para los dispositivos modernos con miles de millones de transistores. La humidificación también reduce el presupuesto térmico, ya que disminuye la temperatura de oxidación necesaria para alcanzar un espesor de óxido determinado. Las temperaturas más bajas mitigan la difusión de dopantes y preservan las profundidades de unión. El vapor limpio minimiza la contaminación y protege el tubo de cuarzo de los gases dopantes corrosivos al diluirlos. En cuanto al funcionamiento, la capacidad de ajustar el punto de rocío proporciona flexibilidad para ajustar con precisión las tasas de oxidación para las diferentes capas del dispositivo. En la fabricación de gran volumen, estas ventajas se traducen en un mayor rendimiento y una reducción del coste por oblea, lo que convierte a la humidificación en una capacidad esencial.
Sin embargo, esta técnica no está exenta de inconvenientes. El coste de capital que supone la instalación de sistemas completos de tratamiento de agua y humidificación puede ser considerable, especialmente cuando se añade destilación o desgasificación al vacío. El funcionamiento continuo requiere una supervisión y un mantenimiento constantes para evitar casos de contaminación. La humidificación de los flujos de gas introduce complejidad en las recetas de los procesos, lo que requiere sensores y lógica de control adicionales. Si no se controla adecuadamente, el exceso de vapor de agua puede condensarse en las paredes del horno o en las obleas, provocando defectos como líneas de deslizamiento o nódulos. Además, la humidificación puede no ser adecuada para óxidos de puerta ultrafinos, en los que incluso un ligero aumento del espesor del óxido es indeseable; en esos casos, la oxidación en seco sigue siendo el método preferido. Equilibrar estas ventajas e inconvenientes ayuda a las fábricas a decidir cuándo y cómo implementar la humidificación para respaldar su gama de productos.
| Ventajas | Contras |
| El crecimiento rápido y uniforme del óxido reduce el tiempo de proceso. | Requiere costosos sistemas de tratamiento y control del agua. |
| Mayor fiabilidad del dispositivo gracias al espesor uniforme del óxido. | Sensores adicionales y complejidad del mantenimiento |
| Una temperatura de oxidación más baja protege la profundidad de las uniones. | Riesgo de condensación y «nieve húmeda» si no se controla adecuadamente. |
| El punto de rocío ajustable permite flexibilidad en el proceso. | No apto para óxidos de puerta ultrafinos. |
| El vapor limpio diluye los gases dopantes corrosivos, lo que prolonga la vida útil del horno. | Es necesario un control continuo para evitar la contaminación. |
Preguntas frecuentes
Pregunta: ¿Por qué se prefiere la humidificación a la oxidación seca en muchos procesos de semiconductores?
Respuesta: La humidificación acelera la oxidación porque las moléculas de agua se difunden a través de la capa de dióxido de silicio más rápidamente que el oxígeno. Esto permite que los óxidos más gruesos, como los óxidos de campo o las capas de aislamiento, crezcan a temperaturas más bajas y en menos tiempo. Los presupuestos térmicos más bajos protegen las uniones dopadas de la difusión no deseada, y el óxido resultante tiende a tener menos microvacíos. El aumento de la velocidad de crecimiento también mejora el rendimiento en las fábricas de gran volumen, lo que hace que la oxidación humidificada sea más económica para muchas capas.
Pregunta: ¿Qué grado de pureza debe tener el agua antes de convertirla en vapor?
Respuesta: El agua debe cumplir con los estándares de agua ultrapura similares a los utilizados en el enjuague de obleas. La resistividad típica es superior a 18 MΩ·cm, el carbono orgánico total inferior a 1 µg/L y el sílice inferior a 50 ng/L. Las partículas, bacterias e iones metálicos se mantienen cerca de los límites de detección. Cualquier desviación puede provocar precipitaciones a las temperaturas del horno, creando microdefectos en las obleas. Por lo tanto, el agua se trata mediante ósmosis inversa, electrodeionización, ultrafiltración y, en ocasiones, destilación antes de su uso.
Pregunta: ¿Qué instrumentos son esenciales para controlar la humidificación de los hornos de difusión?
Respuesta: Entre los instrumentos clave se incluyen sondas de resistividad y conductividad en línea para controlar la pureza del agua, sensores de punto de rocío para medir la humedad en la corriente de gas, controladores de flujo másico para la dosificación precisa de agua y gas, y analizadores de TOC para el control de compuestos orgánicos. Otros dispositivos adicionales, como analizadores de sílice, contadores de partículas y sensores de oxígeno disuelto, proporcionan un control exhaustivo. Todos los instrumentos se conectan a un sistema de control que ajusta las tasas de inyección y activa alarmas cuando se superan los límites.
Pregunta: ¿Se puede instalar un sistema de humidificación en hornos de difusión ya existentes?
Respuesta: Muchos hornos antiguos pueden adaptarse con módulos de humidificación, pero hay que tener en cuenta el espacio, la integración de los controles y la compatibilidad de los materiales. El humidificador necesita una línea de gas limpia, un mecanismo de inyección y sensores conectados al controlador del horno. Los materiales expuestos al vapor o a los gases humidificados deben resistir la corrosión y las altas temperaturas. Las instalaciones también deben actualizar los sistemas de tratamiento de agua para suministrar la pureza necesaria. Con una ingeniería cuidadosa, las adaptaciones son factibles y pueden mejorar el rendimiento de los equipos existentes.
Pregunta: ¿Cómo se establece el punto de rocío para los diferentes procesos de oxidación?
Respuesta: El punto de rocío, que corresponde al contenido de humedad en el gas portador, se selecciona en función del espesor del óxido y la receta del proceso. Un punto de rocío más alto aumenta la velocidad de oxidación, pero también el riesgo de condensación. Los ingenieros calculan el punto de rocío deseado utilizando modelos cinéticos de oxidación y, a continuación, programan los controladores de flujo másico para inyectar la cantidad adecuada de agua. Los sensores de punto de rocío proporcionan información y el sistema se ajusta en tiempo real para mantener el punto de consigna. Los rangos típicos están entre 10 °C y 40 °C, pero los procesos avanzados pueden requerir un control más estricto o rangos diferentes.
Pregunta: ¿Existen problemas medioambientales o de seguridad asociados con la humidificación de hornos de difusión?
Respuesta: Las principales consideraciones de seguridad tienen que ver con la manipulación de equipos de alta temperatura y gases a presión. Los operadores deben asegurarse de que los humidificadores no dejen escapar vapor en las salas blancas ni provoquen quemaduras. Los productos químicos utilizados en el tratamiento del agua, como los ácidos para la limpieza de membranas, requieren una manipulación y eliminación adecuadas. Desde el punto de vista medioambiental, el consumo de agua es relativamente bajo, ya que los humidificadores inyectan pequeños volúmenes, pero el sistema de tratamiento puede producir corrientes concentradas que deben gestionarse con cuidado. La aplicación de prácticas de minimización de residuos y el cumplimiento de los protocolos de seguridad permiten abordar estas preocupaciones.